HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 47
47
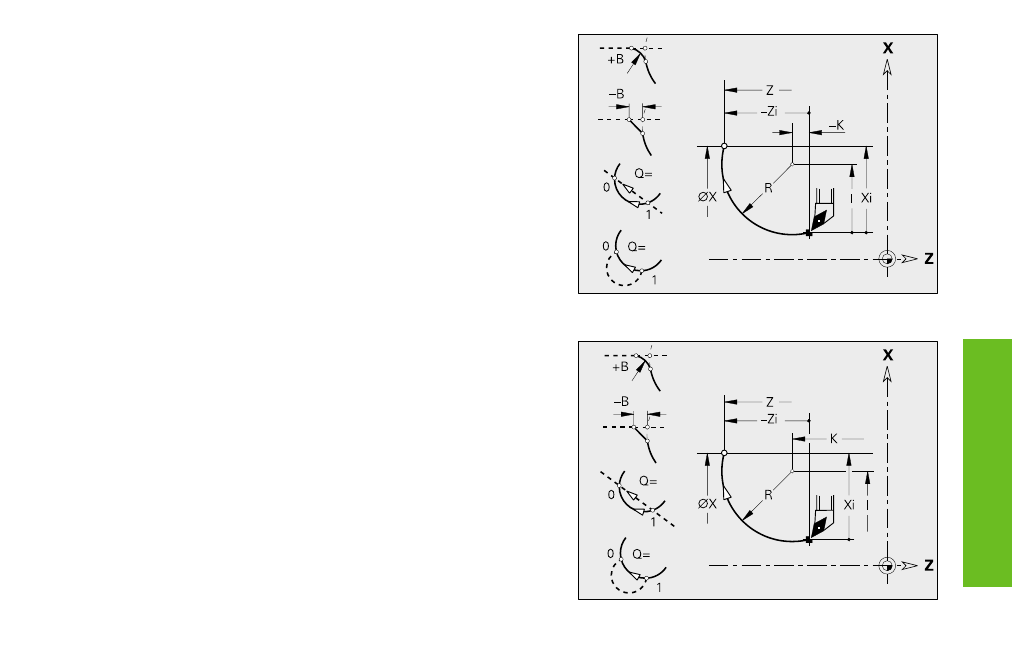
Przemieszczenie kołowe
G2, G3 – przyrostowe, G12, G13 – absolutne wymiarowanie
punktu środkowego
Narz dzie przemieszcza si kołowe z posuwem do „punktu
końcowego“. Kierunek obrotu G2, G3 lub G12, G13 prosz
zaczerpn ć z rysunku pomocniczego.
Posuw specjalny obowi zuje dla fazki/zaokr glenia.
Parametry
X, Z: średnica, długość punktu końcowego (X wymiar średnicy)
R:
promień (0 < R
200 000 mm)
Q:
wybór punktu przeci cia – default: Q=0
■
Q=0: oddalony punkt przeci cia
■
Q=1: bliski punkt przeci cia
B:
fazka/zaokr glenie
■
B brak zapisu: tangencjalne przejście
■
B=0: nie tangencjalne przejście
■
B>0: promień zaokr glenia
■
B<0: szerokość fazki
E:
współczynnik posuwu specjalnego (0 < E
1) – default: 1
(posuw specjalny = aktywny posuw * E)
przy G2, G3:
I, K:
punkt środkowy przyrostowo (odst p punkt startu – punkt
środkowy; I wymiar promienia)
przy G12, G13:
I, K:
punkt środkowy absolutnie (I wymiar promienia)
Przykład: ruch kołowy G2
Przykład: ruch kołowy G12
Pr
oste
przemieszczenia
l
iniowe
i kołowe