HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 77
77
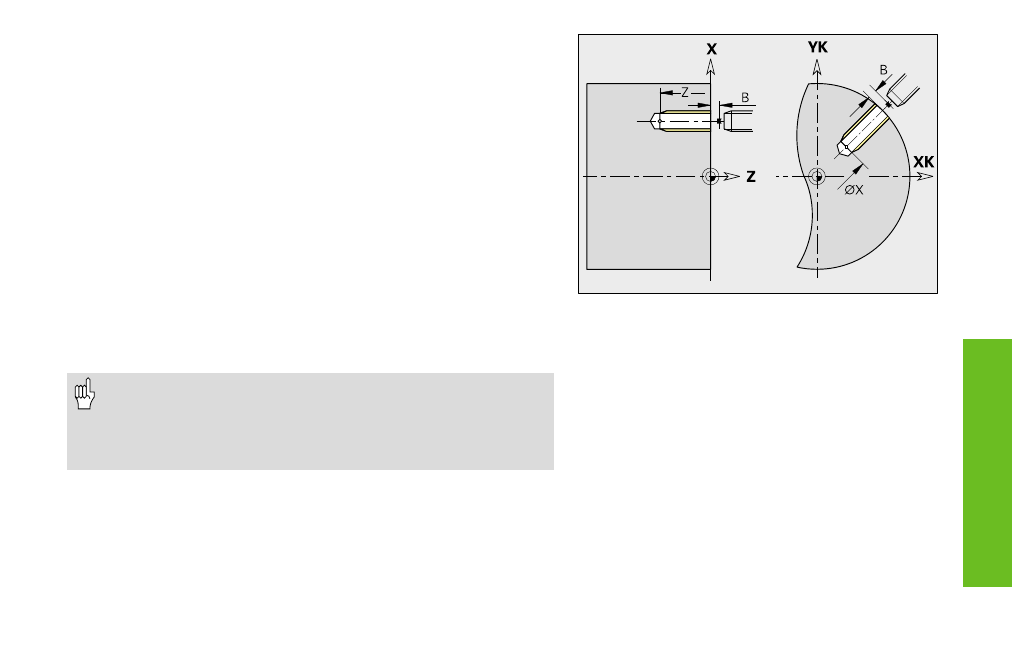
Gwintowanie otworów G36
G36 nacina osiowe i radialne gwinty przy pomocy stałych lub
nap dzanych narz dzi. G36 decyduje na podstawie „X/Z“, czy zostaje
wytwarzany radialny czy też osiowy odwiert.
Parametry
X:
średnica – punkt końcowy gwintowania przy osiowych
odwiertach (wymiar średnicy)
Z:
długość – punkt końcowy gwintowania przy radialnych odwiertach
F:
posuw na jeden obrót –skok gwintu
Q:
numer wrzeciona – default: 0 (wrzeciono główne)
B:
długość dobiegu (patrz G33)
H:
kierunek bazowy dla skoku gwintu– default: 0
■
H=0: posuw na osi Z
■
H=1: posuw na osi X
■
H=2: posuw na osi Y
■
H=3: posuw na torze kształtowym
S:
pr dkość obrotowa powrotu – default: ta sama pr dkość
obrotowa jak przy gwintowaniu
• „Cykl stop“ działa na końcu gwintowania.
• Override posuwu nie działa.
• Nie używać override wrzeciona !
• Przy nieuregulowanym nap dzie narz dzia konieczny jest
uchwyt wyrównawczy.
Cykle
wier
cenia