HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 76
76
Cykle
gwintowania
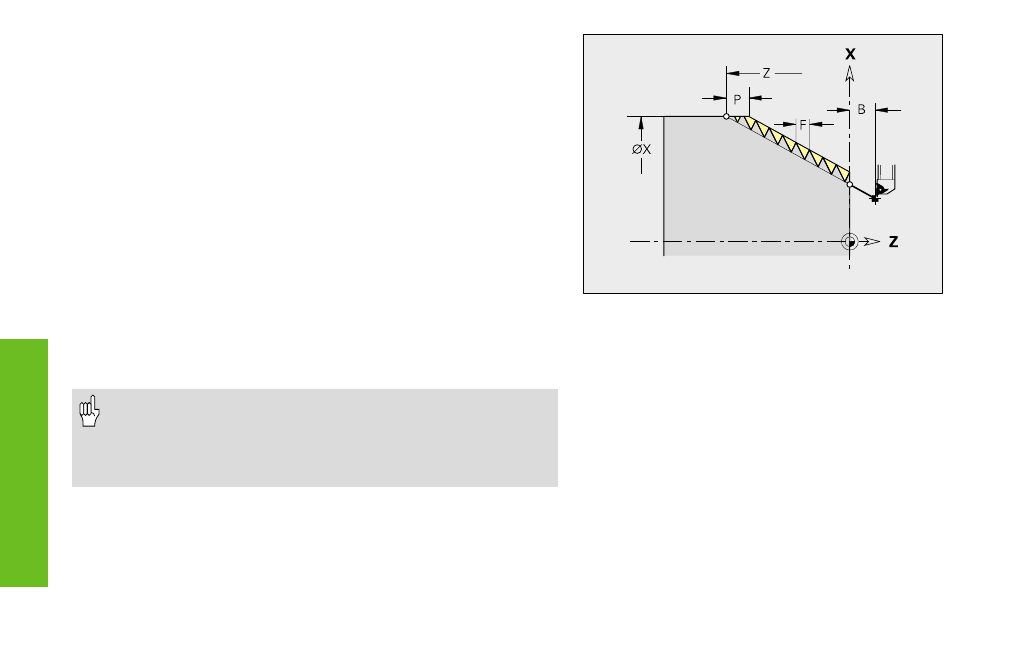
Gwint pojedyńczy odcinek G33
G33 wytwarza gwint w dowolnym kierunku i o dowolnym położeniu (gwint
wzdłużny, stożkowy lub planowy; gwint wewn trzny lub zewn trzny).
Gwint rozpoczyna si w pozycji narz dzia i kończy przy „X, Z“.
Parametry
X, Z: średnica, długość do punktu końcowego gwintu (X wymiar średnicy)
F:
posuw na jeden obrót (skok gwintu)
B, P: długość dobiegu, długość wybiegu – default: 0 (patrz G33)
C:
k t startu – default: 0
Q:
numer wrzeciona
H:
kierunek bazowy dla skoku gwintu – default: 0
■
H=0: posuw na osi Z (dla gwintu podłużnego i stożkowego do
maksymalnie +45°/–45° do osi Z
■
H=1: posuw na osi X (dla gwintu planowego i stożkowego do
maksymalnie +45°/–45° do osi X
■
H=2: posuw na osi Y
■
H=3: posuw na torze kształtowym
E:
zmienny skok (powi ksza/zmniejsza skok na jeden obrót o E) –
default: 0
• „Posuw stop“ działa na końcu nacinania gwintu.
• Override posuwu nie działa.
• Przy wył czonym wysterowaniu wst pnym nie używać
override wrzeciona !
• Wytwarzać gwint z G95 (posuw na jeden obrót).
Obliczenie „dobiegu gwintu/wybiegu gwintu"
Suport wymaga dobiegu przed właściwym gwintem, aby przyśpieszyć
na zaprogramowan pr dkość posuwu i wybiegu (także nazywany
„przepełnienie“) na końcu gwintu aby wyhamować suport.
Obliczenie długości dobiegu:
BA > 0,75 * (F*S) / a + 0,15
Obliczenie długości wybiegu:
BE > 0,75 * (F*S) / e + 0,15
BA:
minimalna długość dobiegu
BE:
minimalna długość wybiegu
F:
skok gwintu w mm/obrót
S:
pr dkość obrotowa w obrotach/sekund
a, e: przyśpieszenie w mm/s (a = „przyśpieszenie
start wiersza“; e = „przyśpieszenie koniec
wiersza“ z parametra maszynowego 1105, ff)