HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 89
89
Fr
ezowanie
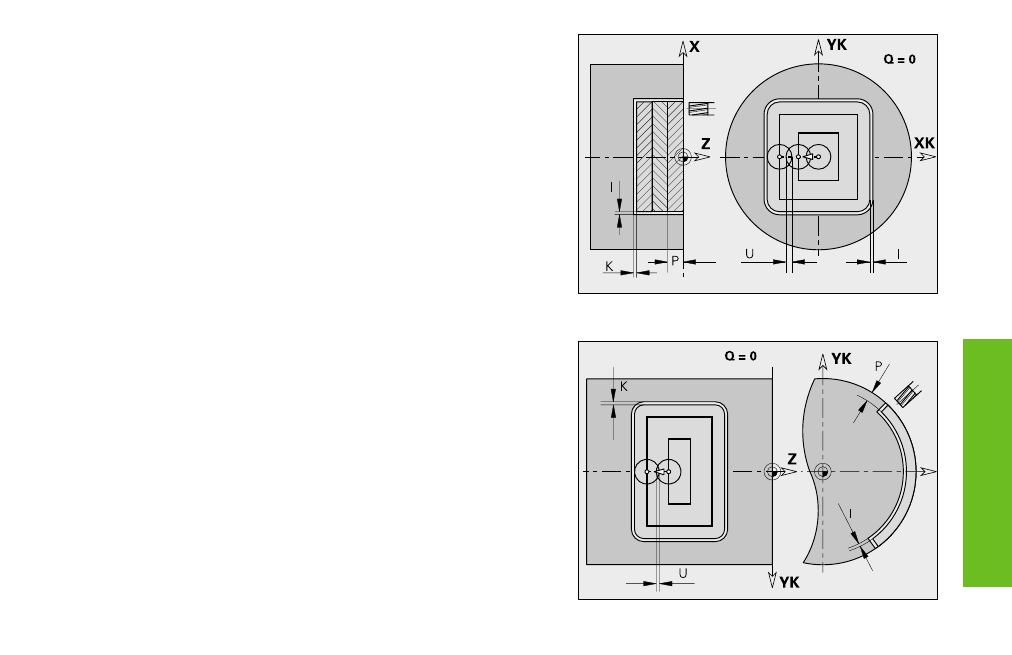
Frezowanie kieszeni zgrubnie G845
Frezowanie kieszeni na gotowo G846
G845 obrabia zgrubnie, G846 obrabia na gotowo zamkni te kontury/
figury.
Parametry
NS:
numer wiersza (referencja do segmentu konturu)
P:
(maksymalna) gł bokość frezowania (dosuw na płaszczyźnie)
R:
promień łuku wejścia/wyjścia – default: 0 (tylko przy G846)
■
R=0: element konturu zostaje bezpośrednio najechany;
dosuw do punktu najazdu powyżej płaszczyzny frezowania –
potem prostopadły dosuw na gł bokość
■
R>0: frez przejeżdża łuk wejścia/wyjścia, tangencjalnie
przylegaj cy do elementu konturu
I, K:
naddatek w X , Z kierunku (tylko przy G845)
U:
(minimalny) współczynnik nakładania si – nakładanie si torów
frezowania (nakładanie = U*średnica freza) – default: 0,5
V:
współczynnik wybiegu – jest przy zabiegach obróbkowych z
osi C bez znaczenia
H:
kierunek frezowania – default: 0
■
H=0: przeciwbieżne
■
H=1: współbieżne
F:
posuw dosuwania (tylko dla dosuwu na gł bokość) – default:
aktywny posuw
E:
zredukowany posuw dla elementów kołowych – brak zapisu:
aktualny posuw
J:
płaszczyzna powrotu – bez zapisu: narz dzie przemieszcza si
z powrotem do pozycji startu
■
strona czołowa lub tylna: pozycja powrotu w kierunku Z
■
powierzchnia boczna: pozycja powrotu w kierunku X (średnica)
Q:
kierunek obróbki – default: 0
■
Q=0: od wewn trz na zewn trz
■
Q=1: od zewn trz do wewn trz