HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 73
73
D
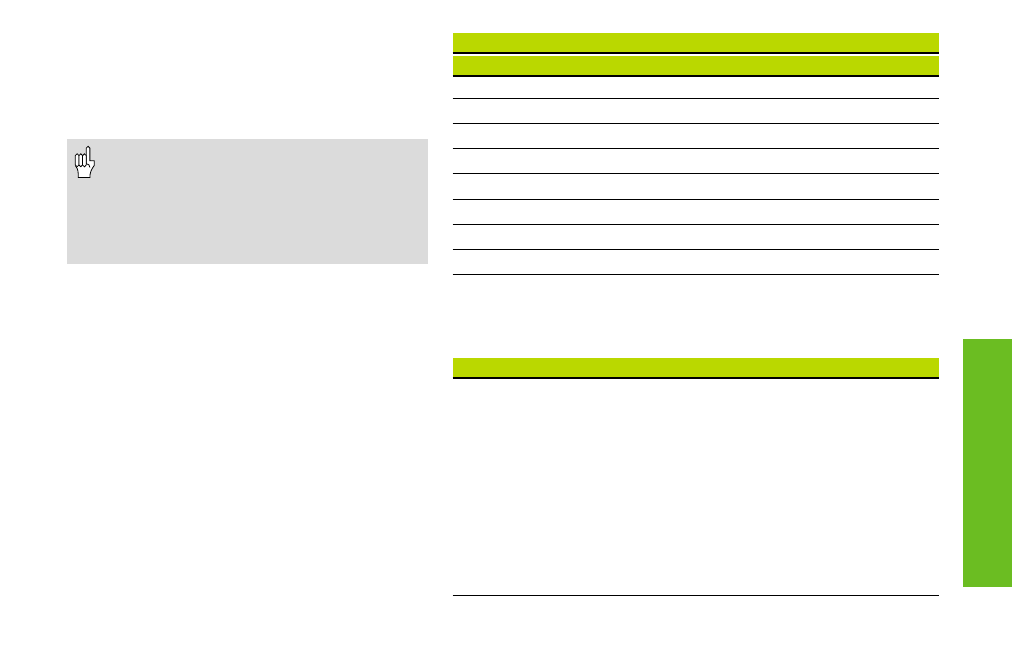
G22
G23
G23
G25
G25
G25
G25
Form
(H0)
(H1)
U
E, F
G, H
K
0
–
–
–
–
–
–
–
1
–
–
•
–
•
•
•
2
–
–
•
–
–
–
–
3
–
–
–
–
•
•
•
4
–
–
•
–
–
•
•
5
–
–
•
–
•
•
–
6
–
–
•
–
•
–
–
7
•
•
•
•
•
•
•
„•“: elementy maskować
Dalsze D kody dla maskowania podtoczeń/podci ć:
G wywołanie
Funkcja
D kod
G22
pierœcieñ uszcz. podciêcie
512
G22
pierœcieñ zabez. podciêcie
1.024
G23 H0
ogólnie podciêcie
256
G23 H1
podtoczenie
2.048
G23 H4
podtoczenie formy U
32.768
G23 H5
podtoczenie formy E
65.536
G23 H6
podtoczenie formy F
131.072
G23 H7
podtoczenie formy G
262.144
G23 H8
podtoczenie formy H
524.288
G23 H9
podtoczenie formy K
1.048.576
Cykle
toczenia
zwizane
z
kontur
em
I, K:
punkt końcowy, najeżdżany przy końcu cyklu
– poza przy H=3 lub 4 (I wymiar średnicy)
O:
redukowanie posuwu – default: 0
■
O=0: bez redukowania posuwu
■
O=1: redukowanie posuwu aktywne
Przy końcowej obróbce wykańczaj cej
(G890 – Q4) CNC PILOT sprawdza, czy
narz dzie może wjechać bezkolizyjnie w
zagł bienie konturu. Miarodajnym dla tej
kontroli kolizji jest parametr narz dzia
„szerokość dn“.