HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 70
Advertising
70
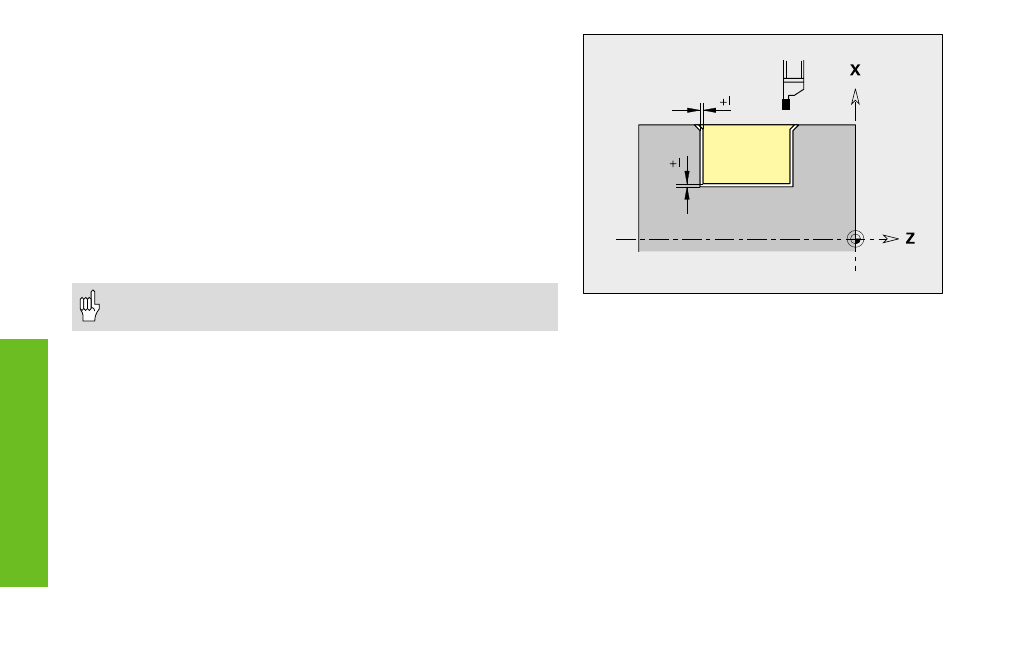
Cykl podcinania G866
G866 wytwarza zdefiniowane przy pomocy G22 Geo podci cie.
Obliczenie podziału skrawania (SBF: patrz także parametr obróbkowy
6): maksymalne wzajemne przesuni cie = SBF * szerokość ostrza
Parametry
NS:
numer wiersza (referencja do G22 Geo)
I:
naddatek (przy nacinaniu wst pnym) – default: 0
■
I=0: podci cie zostaje wytworzone jednym chodem roboczym
■
I>0: w pierszym chodzie roboczym nast puje podci cie
wst pne; w drugim obróbka na gotowo
E:
przerwa czasowa – brak zapisu: czas jednego obrotu wrzeciona
■
bei I=0: przy każdym podci ciu
■
bei I>0: tylko przy wykańczaniu
• Korekcja promienia ostrza: zostaje przeprowadzana
• Naddatki: nie zostaj obliczane
Cykle
toczenia
zwizane
z
kontur
em
Advertising