HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 72
72
Ci g dalszy na nast pnej stronie
Cykle
toczenia
zwizane
z
kontur
em
Obróbka wykańczaj ca konturu G890
G890 obrabia opisany poprzez „NS, NE“ obszar konturu równolegle
do konturu.
Parametry
NS, NE: numer wiersza pocz tku, końca (referencja do fragmentu
konturu)
E:
zachowanie przy pogł bianiu
■
E=0: opadaj ce kontury nie obrabiać
■
E>0: posuw pogł biania
■
brak zapisu: redukowanie posuwu w zależności od k ta
pogł biania – maksymalniel 50%
V:
oznaczenie fazki/zaokr glenia na pocz tku/końcu fragmentu
konturu – default: 0; fazka/zaokr glenie zostaj obrabiane:
■
V=0: na pocz tku i na końcu
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obróbki
■
V=4: zostaje obrabiana tylko fazka/zaokr glenie – nie element
podstawowy (warunek: fragment konturu składa si z jednego
elementu konturu)
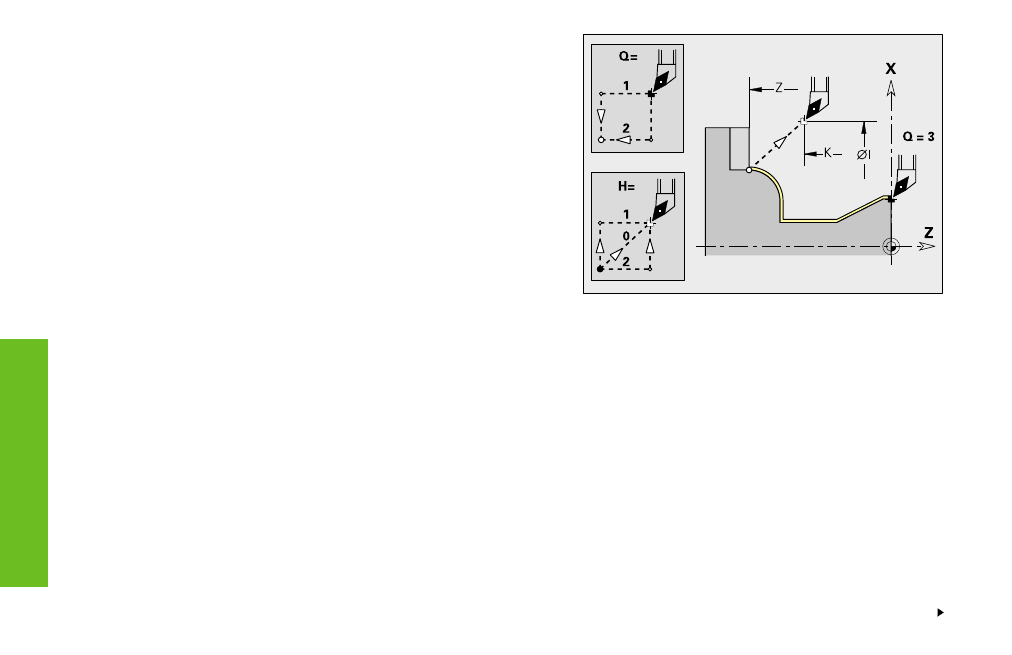
Q:
rodzaj najazdu – default: 0
■
Q=0: automatyczny wybór – CNC PILOT sprawdza możliwości
najazdu:
– diagonalny najazd
– najpierw kierunek X potem Z
– równoodlegle wokół przeszkody
– pomini cie pierwszych elementów konturu, jeśli pozycja
startu jest niedost pna
■
Q=1: najpierw kierunek X potem Z
■
Q=2: najpierw kierunek Z potem X
■
Q=3: bez najazdu – narz dzie znajduje si w pobliżu punktu
pocz tkowego fragmentu konturu
■
Q=4: pozostała obróbka wykańczaj ca
H:
wyjście z materiału – default: 3
narz dzie wznosi si pod k tem 45°
przeciwnie do kierunku obróbki i
przemieszcza si nast puj co na pozycj „I,
K":
■
H=0: diagonalnie
■
H=1: najpierw kierunek X potem Z
■
H=2: najpierw kierunek Z potem X
■
H=3: zatrzymuje si na odst pie bezpiecz.
■
H=4: bez wyjścia z materiału – narz dzie
zatrzymuje si na współrz dnej końcowej
X/Z:
ograniczenie skrawania (X wymiar średnicy –
brak zapisu: nie programowano ograniczenia
skrawania
D:
elementy maskować (wpływa na obróbk
podci ć, podtoczeń i wytoczeń: patrz tabela)
– default: 1