HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 84
84
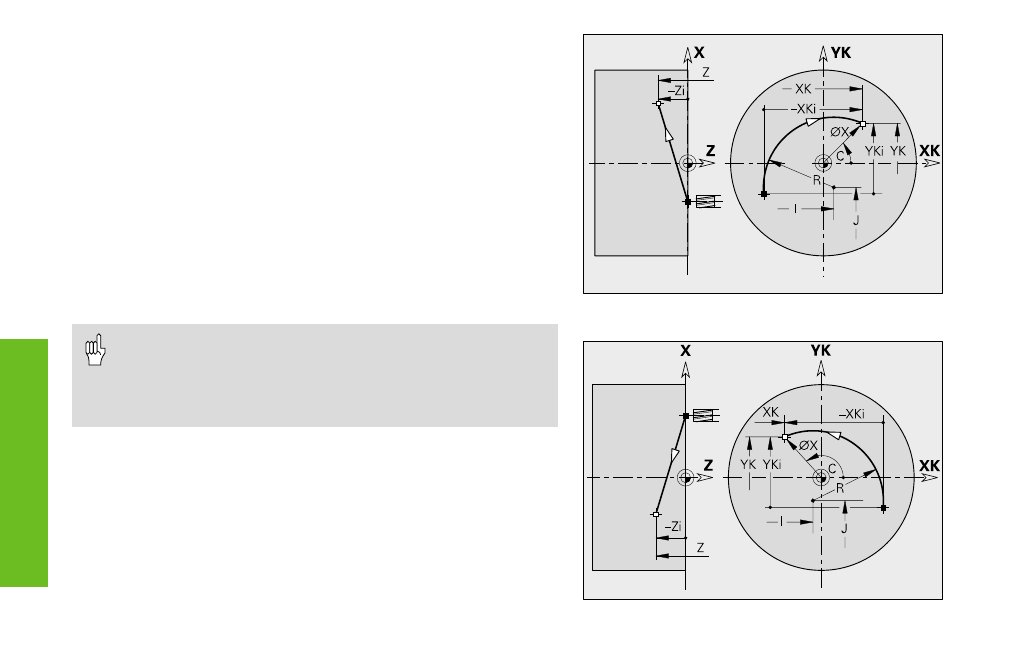
Łuk kołowy strona czołowa/tylna G102 / G103
Narz dzie przemieszcza si kołowo z posuwem do „punktu
końcowego“.
Parametry
X, C: punkt końcowy, k t końcowy
XK,YK: punkt końcowy
R:
promień
I, J:
punkt środkowy (we współrz dnych kartezjańskich)
Z:
gł bokość końcowa – default: aktualna pozycja Z
H:
płaszczyzna okr gu (płaszczyzna obróbki) – default:
■
H=0, 1: normalna obróbka powierzchni czołowej (XY
płaszczyzna)
■
H=2: obróbka na płaszczyźnie YZ
■
H=3: obróbka na płaszczyźnie XZ
K:
punkt środkowy (kierunek Z) – tylko przy H=2, 3
• Prosz zaprogramować albo X, C albo XK, YK.
• Prosz zaprogramować albo „środek“ albo „promień“.
• Zapis promienia: możliwe tylko łuki kołowe † 180°
• Jeśli punkt końcowy leży w pocz tku układu współrz dnych,
to zaprogramować XK=0 i YK=0.
Łuk kołowy G102
Łuk kołowy G103
Obróbka
str
ony
czołowej/tylnej