HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 74
74
Cykle
gwintowania
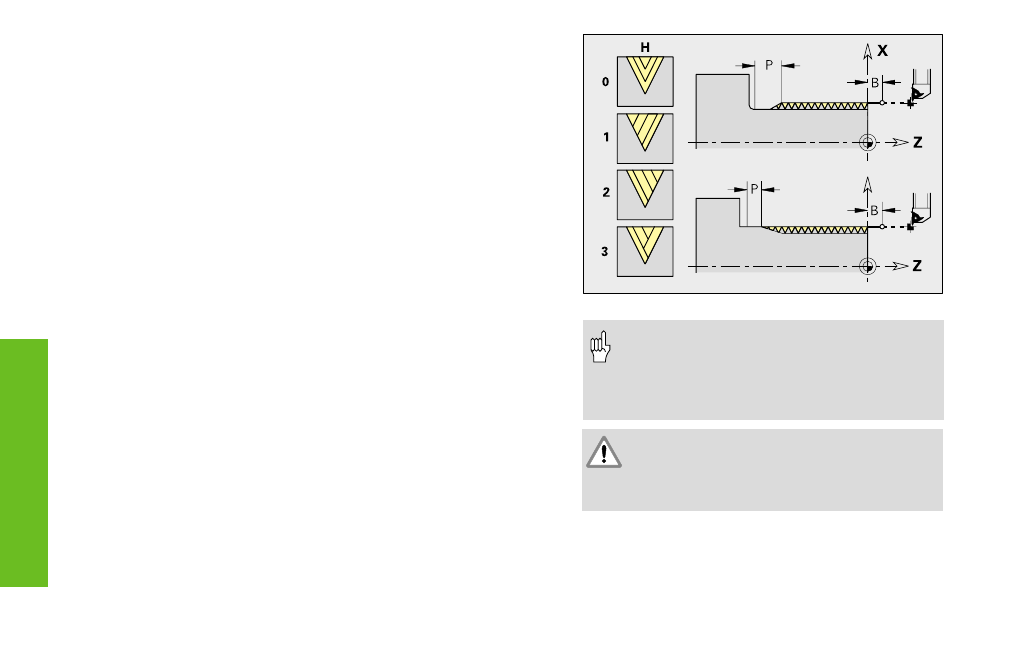
Cykl gwintowania G31
G31 wytwarza zdefiniowany przy pomocy G24 , G34 lub G37 Geo
gwint. G31 obrabia także poł czone łańcuchowi wielozwojne gwinty.
Długość dobiegu, długość wybiegu: Jeśli nie programujemy „B,
P“, to CNC PILOT ustala długość na podstawie leż cych obok
podtoczeń i podci ć. Jeśli brak podtoczenia/podci cia, to
wykorzystywana jest „długość dobiegu gwintu, długość wybiegu
gwintu“ z parametru obróbki 7.
Parametry
NS:
numer wiersza (referencja do elementu bazowego G1 Geo
opisu konturu gwinta)
I:
maksymalny dosuw
B, P: długość dobiegu, długość wybiegu
D:
kierunek skrawania (baza: kierunek definicji elemntu
bazowego) – default: 0;
■
D=0: ten sam kierunek
■
D=1: kierunek przeciwny
V:
rodzaj dosuwu – default: 0;
■
V=0: stały przekrój skrawania przy wszystkich przejściach
■
V=1: stały dosuw
■
V=2: z podziałem końcowego skrawania – Jeśli dzielenie
gł bokość gwintu/dosuw daje reszt , to ta „reszta“ obowi zuje
dla pierwszego dosuwu. „Ostatnie przejście“ zostaje
podzielone na 1/2 , 1/4 , 1/8 i 1/8 przejścia.
■
V=3: bez podziału końcowego skrawania – dosuw zostaje
obliczony ze skoku i pr dkości obrotowej
H:
rodzaj przesuni cia – default: 0
■
H=0: bez przesuni cia
■
H=1: przesuni cie od lewej
■
H=2: przesuni cie od prawej
■
H=3: przesuni cie na przemian od prawej/od lewej
Q:
liczba pustych przebiegów po ostatnim przejściu – default: 0
C:
k t startu – default: 0
• „Posuw stop“ działa na końcu nacinania
gwinta.
• Override posuwu nie działa.
• Przy wył czonym wysterowaniu wst pnym
nie używać override wrzeciona!
Uwaga niebezpieczeństwo kolizji!
Przy zbyt dużej „długości wybiegu P“
istnieje niebezpieczeństwo kolizji. Prosz
sprawdzić długość wybiegu w symulacji.