HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 52
52
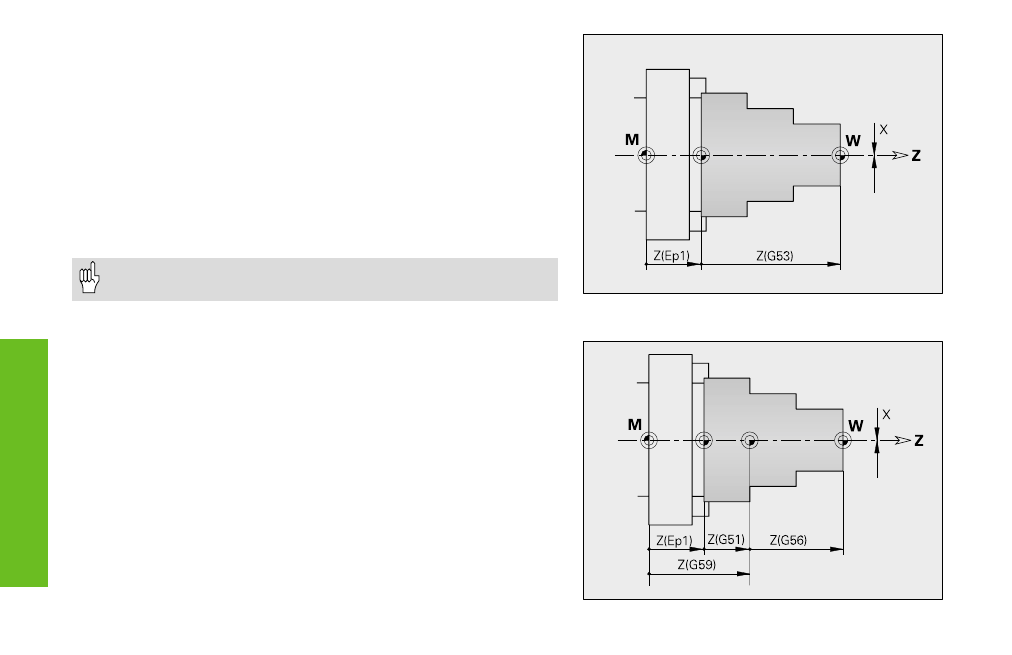
Przesuni cie punktu zerowego addytywnie G56
G56 przesuwa punkt zerowy obrabianego przedmiotu o „Z“ (lub „X“).
Przesuni cie odnosi si do aktualnie obowi zuj cego punktu
zerowego obrabianego przedmiotu.
Jeśli G56 programujemy kilkakrotnie, to przesuni cie zostaje zawsze
dodawane do aktualnie obowi zuj cego punktu zerowego
obrabianego przedmiotu.
Parametry
X, Z: przesuni cie (X wymiar promienia) – default: 0
Przesuni cie punktu zerowego zależne od
parametrów G53, G54, G55
G53, G54, G55 przesuwaj punkt zerowy obrabianego przedmiotu o
zdefi niowan w parametrach nastawienia 3, 4, 5 wartość.
Przesuni cie odnosi si do zdefiniowanego w trybie nastawienia
punktu zerowego obrabianego przedmiotu.
Nawet jeśli G53, G54, G55 programujemy kilkakrotnie, to punktem
odniesienia pozostaje zdefiniowany w trybie nastawienia punkt zerowy
obrabianego przedmiotu.
Przesuni cie punktu zerowego obowi zuje do końca programu lub do
momentu jego anulowania przez inne przesuni cie punktu zerowego.
Przesuni cie w X należy podać jako wymiar promienia.
Przesunicia
punktu
zer
owego