HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 63
63
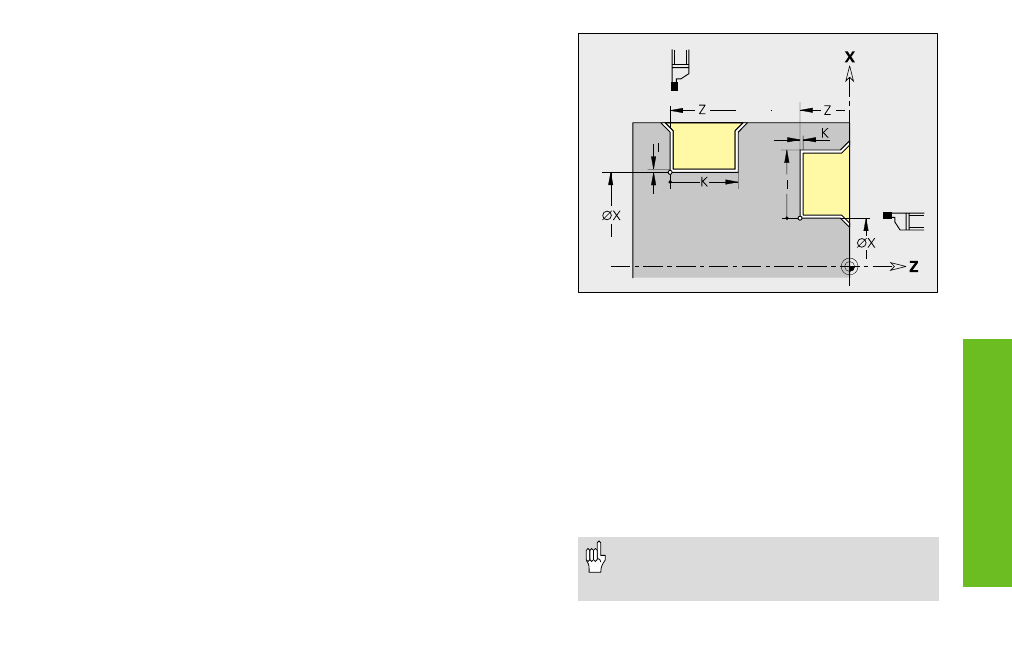
Podci cie G86
G86 wytwarza proste radialne i osiowe podci cia z fazkami. CNC PI
LOT ustala radialne/osiowe podci cie wewn trzne/zewn trzne na
podstawie „położenia narz dzia“.
Jeśli zaprogramowano naddatek, nast puje najpierw podcinanie
wst pne a nast pnie podcinanie na gotowo (obróbka wykańczaj ca).
G86 wytwarza fazki na bokach podci cia. Prosz pozycjonować
narz dzie w wystarczaj cej odległości przed podci ciem, jeżeli nie
chcemy fazek. Obli czenie pozycji startu XS (wymiar średnicy):
XS = XK + 2 * (1,3 – b)
XK: średnica konturu
b:
szerokość fazki
Pozycja narz dzia na końcu cyklu:
■
radialne podci cie: X – pozycja startu; Z – ostatnia pozycja podcinania
■
osiowe podci cie: X – ostatnia pozycja podcinania; Z – pozycja startu
Parametry
X, Z: punkt narożny dna (X wymiar średnicy)
radialne podci cie:
I:
naddatek
■
I>0: naddatek (podcinanie wst pne i obróbka na gotowo)
■
I=0: bez obróbki na gotowo
K:
szerokość podci cia – brak zapisu: nast puje skok przecinania
(szerokość podcinania = szerokość narz dzia)
Pr
oste
cykle
toczenia
osiowe podci cie:
I:
szerokość podci cia – brak zapisu: nast puje skok
podcinania (szerokość = szerokość narz dzia).
K:
naddatek
■
K>0: naddatek (podcinanie wst pne i na gotowo)
■
K=0: bez obróbki na gotowo
E
czas przerwania (czas wyjścia z materiału) –
default: czas trwania jednego obrotu
■
z naddatkiem na wykończenie: tylko przy
obróbce wykańczaj cej
■
bez naddatku na wykończenie: przy każdym
podci ciu
• Korekcja promienia ostrza: nie zostaje
przeprowadzona
• Naddatki: nie zostaj obliczone