HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 58
58
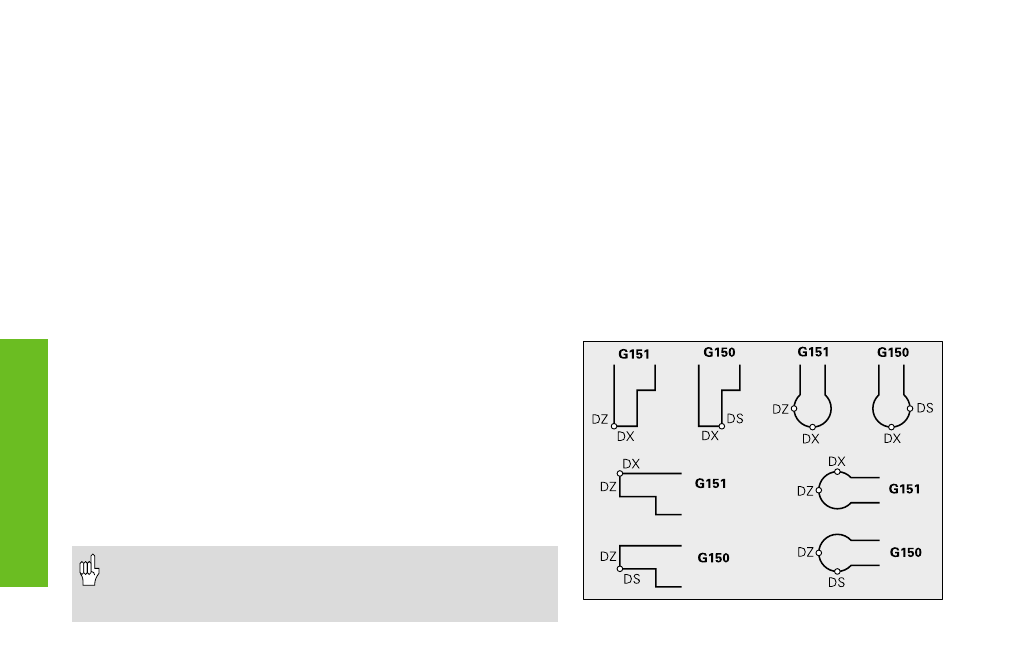
Obliczenie prawego wierzchołka narz dzia G150
Obliczenie lewego wierzchołka narz dzia G151
G150/G151 określa przy narz dziach tokarskich i grzybkowych punkt
odniesienia narz dzia.
G150: punkt odniesienia prawy wierzchołek narz dzia
G151: punkt odniesienia lewy wierzchołek narz dzia
G150/G151 działa od tego wiersza, w którym zostaje programowane i
działa do
■
nast pnej zmiany narz dzia
■
końca programu.
• Wyświetlone wartości rzeczywiste odnosz si zawsze do
zdefiniowanego w danych narz dzia wierzchołka narz dzia.
• Prosz nie zapomnieć przeł czyć kierunku, jeżeli pracujemy
z SRK.
Narzdzie,
kor
ekcje
Addytywna korekcja G149
CNC PILOT zarz dza 16 niezależnymi do narz dzia wartościami
korekcji. G149 a po nim „D numer“ aktywuje addytywn korekcj
(przykład: G149 D901). „G149 D900“ wył cza addytywn korekcj .
Parametry
D:
addytywna korekcja – default: D900; zakres: 900..916
Wskazówki dotycz ce programowania
■
Korekcja musi zostać „wyjechana“, zanim zadziała.
Dlatego należy G149 zaprogramować w wierszu
przed odcinkiem przemieszczenia, na którym
korekcja ma zadziałać.
■
Addytywna korekcja działa do:
■
nast pnego „G149 D900“
■
nast pnej zmiany narz dzia
■
końca programu