HEIDENHAIN CNC Pilot 4290 Pilot Instrukcja Obsługi
Strona 81
81
Cykle
wier
cenia
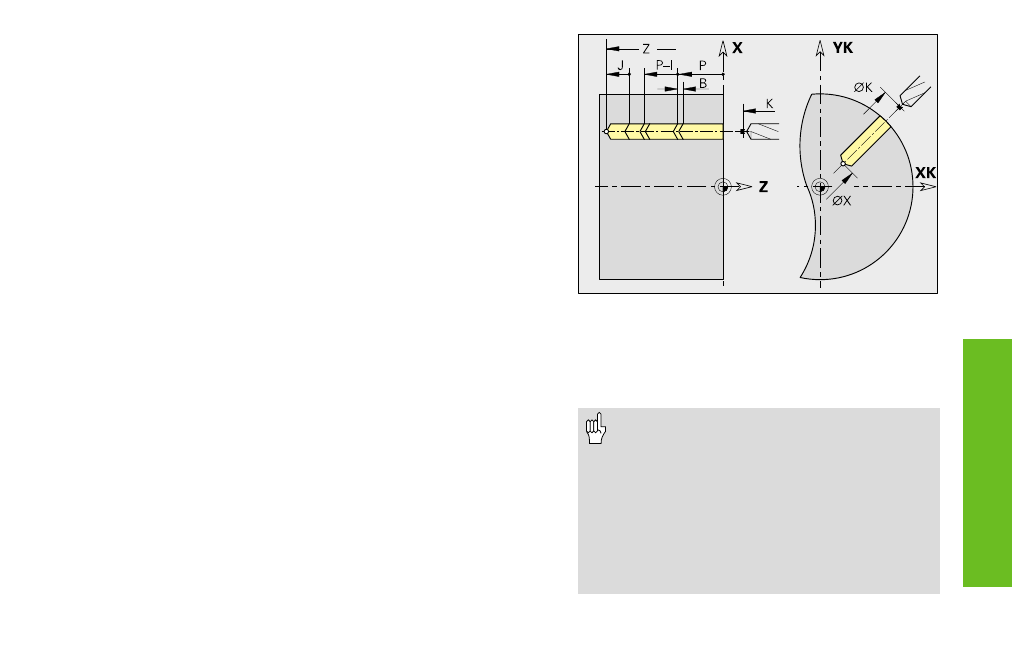
Wiercenie gł bokich otworów G74
G74 wytwarza osiowe i radialne odwierty przy pomocy stałych i
nap dzanych narz dzi. WIercenie przeprowadza si w kilku etapach.
Cyklu używa si dla :
■
pojedyńczego odwiertu bez opisu konturu
■
odwiertu z opisem konturu (pojedyńczy odwiert lub wzór odwiertów)
Parametry
NS:
numer wiersza konturu odwiertu (G49 , G300 lub G310 Geo)
– brak zapisu: pojedyńczy odwiert bez opisu konturu
X, Z: położenie, długość – punkt końcowy odwiertu przy osiowych,
radialnych odwiertach (X wymiar średnicy)
P:
1. gł bokość wiercenia
I:
wartość redukowania – default: 0
B:
odst p przy powrocie – default: powrót do „punktu
pocz tkowego odwiertu“
J:
minimalna gł bokość wiercenia – default: 1/10 z P
E:
czas zatrzymania (dla wyjścia z materiału na końcu odwiertu) –
default: 0
V:
redukowanie posuwu (50%) – default: 0
■
V=0 lub 2: redukowanie posuwu na pocz tku
■
V=1 lub 3: redukowanie posuwu na pocz tku i na końcu
■
V=4: redukowanie posuwu na końcu
■
V=5: bez redukowania posuwu
Wyj tek przy V=0 i V=1: bez redukowania posuwu przy
nawiercaniu w przypadku wierteł z płytkami wielopołożeniowymi
i wiertłami spiralnymi o 180° k cie wiercenia
D:
pr dkość powrotu i dosuw w obr bie odwiertu – default: 0
■
D=0: bie g szybki
■
D=1: posuw
K:
płaszczyzna powrotu (przy radialnych
odwiertach wymiar średnicy) brak zapisu:
narz dzie przemieszcza si na pozycj startu
lub odst p bezpieczeństwa
• Pojedyńczy odwiert bez opisu konturu: „X
lub Z“ alternatywnie programować.
• Odwiert z opisem konturu: „X, Z“ nie
programować.
• Wzór odwiertów: „NS“ wskazuje na kontur
odwiertu (nie na definicj wzoru).
• „Zredukowanie posuwu na końcu“
nast puje tylko przy ostatnim stopniu
wiercenia.