Definiowanie pojedyńczych pozycji obróbkowych, Definiowanie pojedyńczego rzędu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 60
Wykorzystywanie cykli obróbkowych
2.3
Definicja wzorca PATTERN DEF
2
60
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
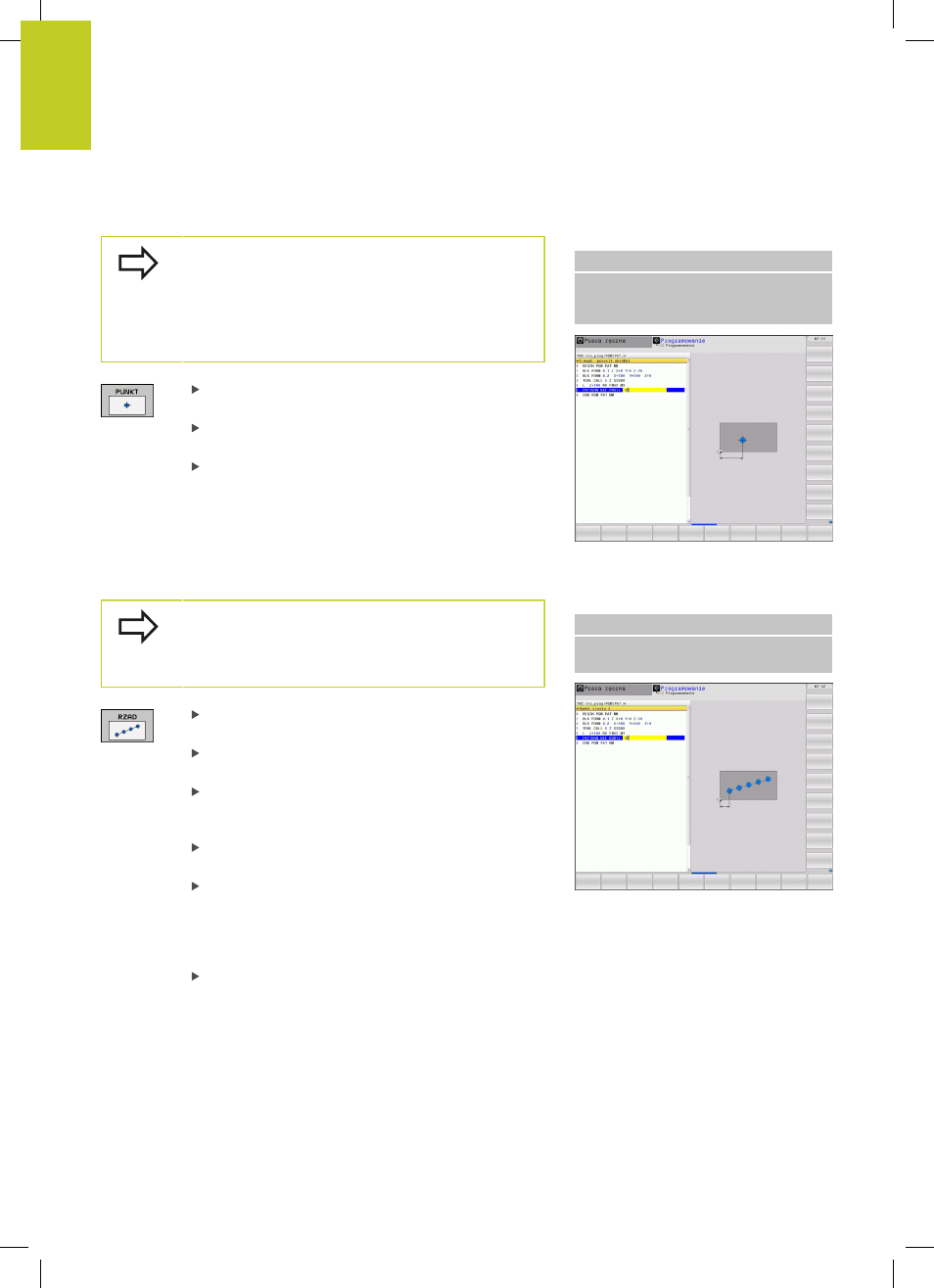
Definiowanie pojedyńczych pozycji obróbkowych
Można zapisać maksymalnie 9 pozycji obróbkowych,
zapis potwierdzić każdorazowo klawiszem ENT .
Jeśli powierzchnia obrabianego przedmiotu w Z
zostanie zdefiniowana nierówna 0, to ta wartość działa
dodatkowo do wartości powierzchni obrabianego
przedmiotu Q203, zdefiniowanej w cyklu obróbki.
X-współrzędna pozycji obróbki
(absolutna):
zapisać współrzędną X
Y-współrzędna pozycji obróbki
(absolutna):
zapisać współrzędną Y
Współrzędna powierzchni obrabianego
przedmiotu
(absolutna): zapisać współrzędną Z, z
której ma rozpocząć się obróbka
NC-wiersze
10 L Z+100 R0 FMAX
11 PATTERN DEF POS1
(X+25 Y+33,5 Z+0) POS2 (X+50 Y+75 Z
+0)
Definiowanie pojedyńczego rzędu
Jeśli powierzchnia obrabianego przedmiotu w Z
zostanie zdefiniowana nierówna 0, to ta wartość działa
dodatkowo do wartości powierzchni obrabianego
przedmiotu Q203, zdefiniowanej w cyklu obróbki.
Punkt startu X
(absolutny): współrzędna punktu
startu rzędu na osi X
Punkt startu Y
(absolutny): współrzędna punktu
startu rzędu na osi Y
Odległość pozycji obróbki (przyrostowo)
:
odległość pomiędzy pozycjami obróbki. Możliwa do
wprowadzenia wartość pozytywna lub negatywna
Liczba etapów obróbki
: ogólna liczba pozycji
obróbki
Kąt położenia całego wzorca (absolutnie)
:
kąt obrotu wokół zapisanego punktu startu. Oś
odniesienia: oś główna aktywnej płaszczyzny
obróbki (np. X dla osi narzędzia Z). Możliwa do
wprowadzenia wartość pozytywna lub negatywna
Współrzędna powierzchni obrabianego
przedmiotu
(absolutna): zapisać współrzędną Z, z
której ma rozpocząć się obróbka
NC-wiersze
10 L Z+100 R0 FMAX
11 PATTERN DEF ROW1
(X+25 Y+33,5 D+8 NUM5 ROT+0 Z+0)