Przebieg cyklu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 465
PUNKT ODNIESIENIA SRODEK 4 ODWIERTOW (cykl 418, DIN/
ISO: G418)
16.12
16
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
465
16.12 PUNKT ODNIESIENIA SRODEK 4
ODWIERTOW (cykl 418, DIN/ISO: G418)
Przebieg cyklu
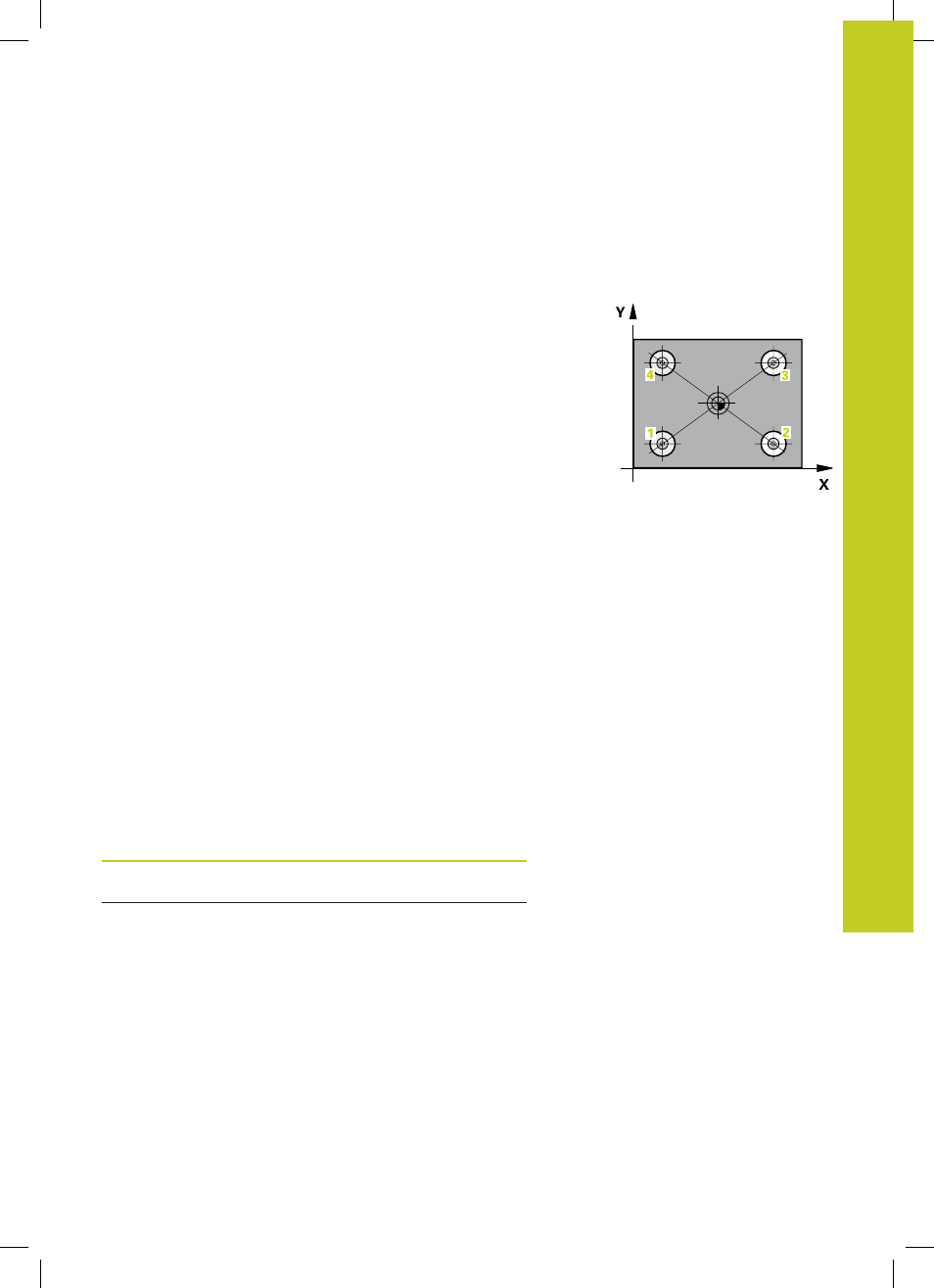
Cykl sondy pomiarowej 418 oblicza punkt przecięcia linii łączących
dwa punkty środkowe odwiertów i wyznacza ten punkt jako punkt
odniesienia. Do wyboru TNC może zapisywać punkt środkowy
także do tabeli punktów zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) i z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", Strona 394) na
środek pierwszego odwiertu
1
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i rejestruje poprzez czterokrotne
próbkowanie pierwszy punkt środkowy odwiertu
3 Następnie sonda pomiarowa powraca na bezpieczną wysokość i
pozycjonuje na wprowadzony punkt środkowy drugiego
odwiertu
2
4 TNC przemieszcza sondę pomiarową na wprowadzoną
wysokość pomiaru i rejestruje poprzez czterokrotne
próbkowanie drugi punkt środkowy odwiertu
5 TNC powtarza operację 3 i 4 dla odwiertów
3
i
4
6 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia
w zależności od parametrów cyklu Q303 i Q305 (patrz
"Cechy wspólne wszystkich cykli sondy pomiarowej odnośnie
wyznaczania punktu odniesienia", Strona 423). TNC oblicza
punkt odniesienia jako punkt przecięcia linii łączących punkt
środkowy odwiertu
1
/
3
i
2
/
4
i zapisuje wartości rzeczywiste w
przedstawionych poniżej parametrach Q
7 Jeśli wymagane jest, TNC ustala następnie w oddzielnym
zabiegu próbkowania jeszcze punkt bazowy na osi sondy
pomiarowej
Numer parametru
Znaczenie
Q151
Wartość rzeczywista, punkt
przecięcia, oś główna
Q152
Wartość rzeczywista, punkt
przecięcia, oś pomocnicza