10 przykłady programowania, Przykład: cykle przeliczania współrzędnych, Przykłady programowania – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 267: Przykłady programowania 11.10
Przykłady programowania 11.10
11
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
267
11.10 Przykłady programowania
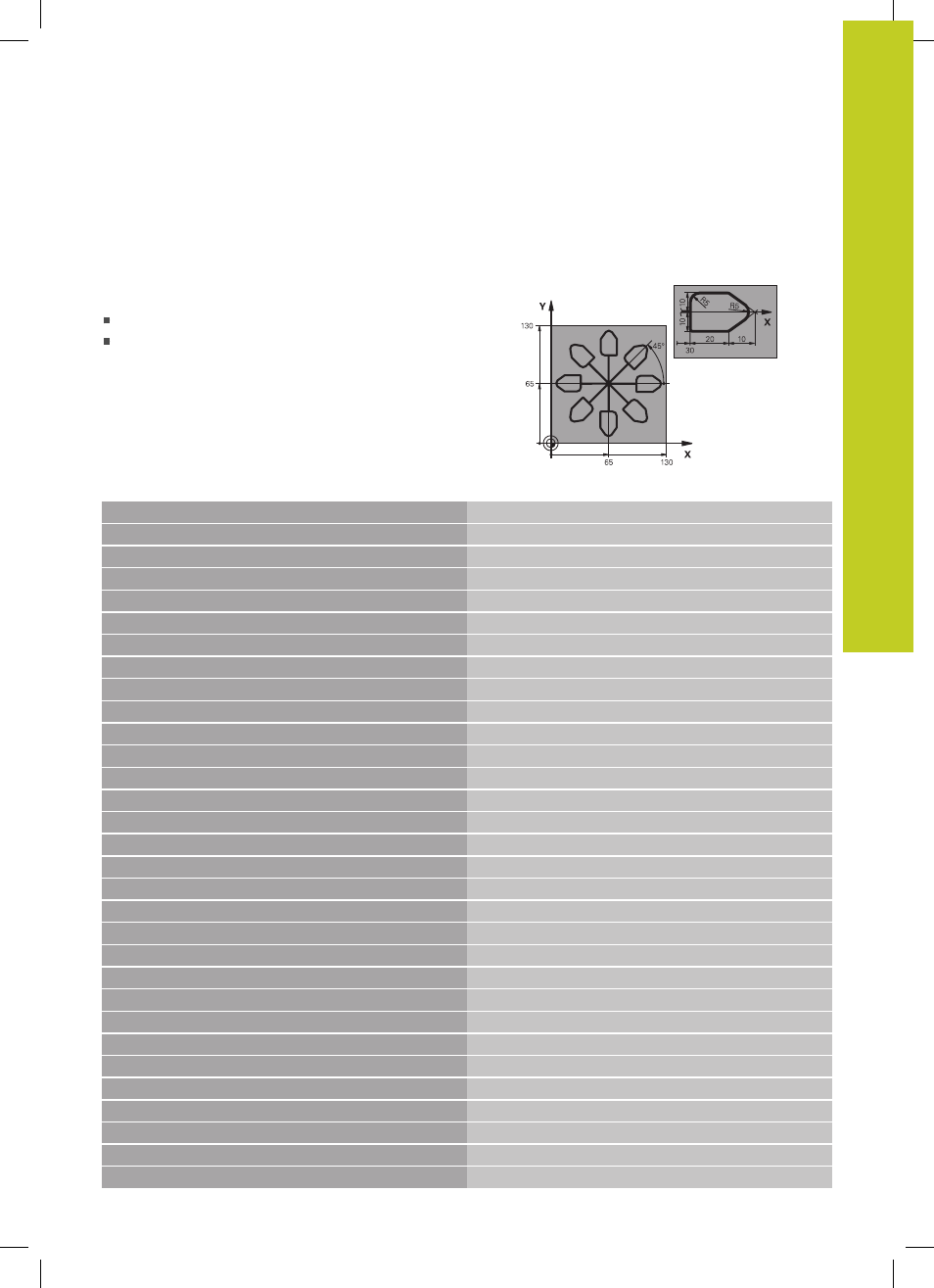
Przykład: cykle przeliczania współrzędnych
Przebieg programu
Przeliczenia współrzędnych w programie głównym
Obróbka w podprogramie
0 BEGIN PGM KONWSP MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja części nieobrobionej
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL CALL 1 Z S4500
Wywołanie narzędzia
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 CYCL DEF 7.0 PUNKT ZEROWY
Przesunięcie punktu zerowego do centrum
6 CYCL DEF 7.1 X+65
7 CYCL DEF 7.2 Y+65
8 CALL LBL 1
Wywołać obróbkę frezowaniem
9 LBL 10
Postawić znacznik dla powtórzenia części programu
10 CYCL DEF 10.0 OBRÓT
Obrót o 45° przyrostowo
11 CYCL DEF 10.1 IROT+45
12 CALL LBL 1
Wywołać obróbkę frezowaniem
13 CALL LBL 10 REP 6/6
Odskok do LBL 10; łącznie sześć razy
14 CYCL DEF 10.0 OBRÓT
Zresetować obrót
15 CYCL DEF 10.1 ROT+0
16 CYCL DEF 7.0 PUNKT ZEROWY
Zresetować przesunięcie punktu zerowego
17 CYCL DEF 7.1 X+0
18 CYCL DEF 7.2 Y+0
19 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
20 LBL 1
Podprogram 1
21 L X+0 Y+0 R0 FMAX
Określenie obróbki frezowaniem
22 L Z+2 R0 FMAX M3
23 L Z-5 R0 F200
24 L X+30 RL
25 L IY+10
26 RND R5
27 L IX+20
28 L IX+10 IY-10
29 RND R5
30 L IX-10 IY-10