4 frezowanie planowe (cykl 232, din/iso: g232), Przebieg cyklu, Frezowanie planowe (cykl 232, din/iso: g232) – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 239
FREZOWANIE PLANOWE (cykl 232, DIN/ISO: G232) 10.4
10
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
239
10.4
FREZOWANIE PLANOWE (cykl 232,
DIN/ISO: G232)
Przebieg cyklu
Przy pomocy cyklu 232 można frezować równą powierzchnię
kilkoma dosuwami i przy uwzględnieniu naddatku na obróbkę
wykańczającą. Przy tym operator ma do dyspozycji trzy strategie
obróbki:
Strategia Q389=0
: obróbka meandrowa, boczne wcięcie poza
obrabianą powierzchnią
Strategia Q389=1
: obróbka meandrowa, boczne wcięcie na
obrabianej powierzchni
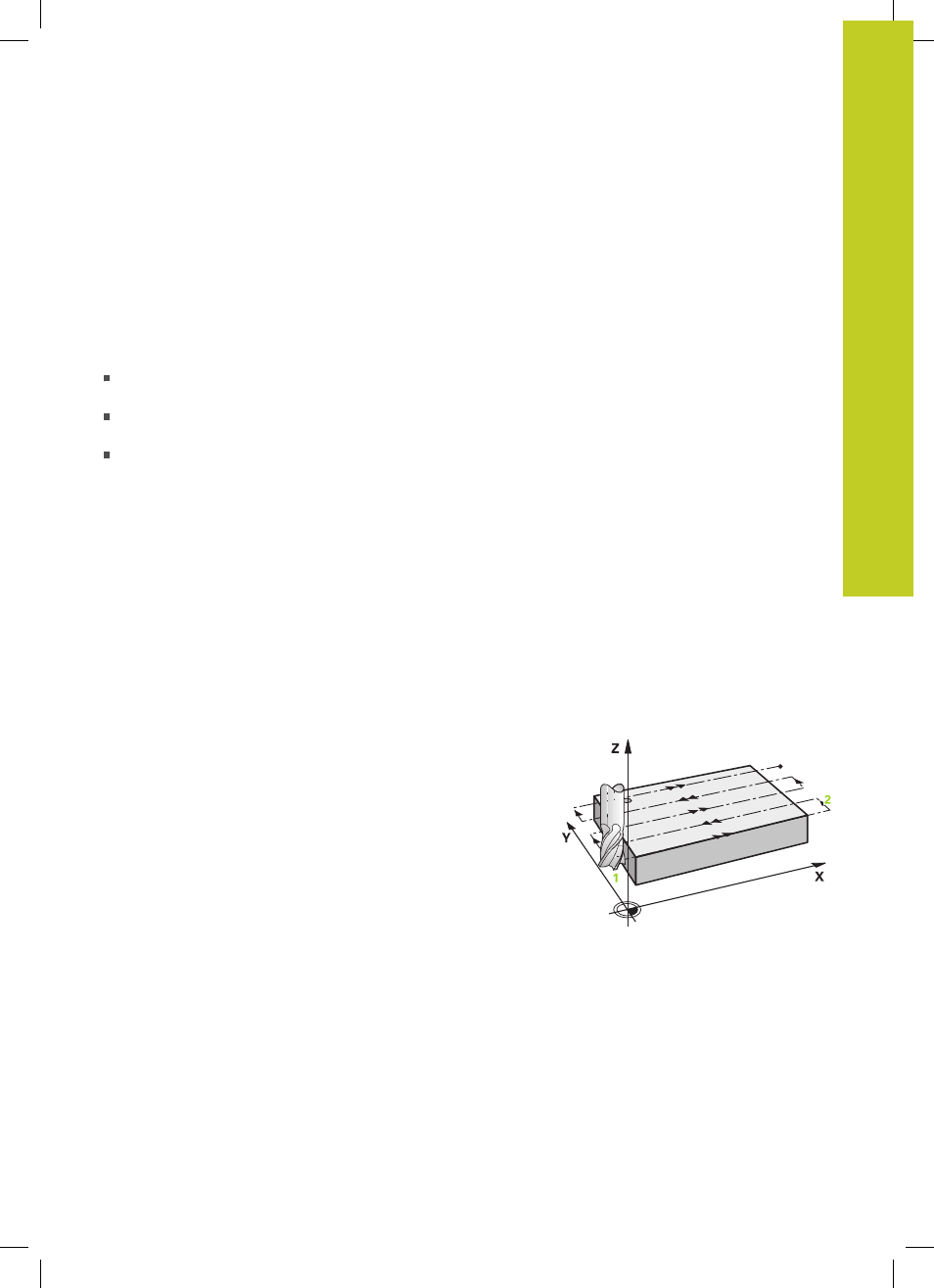
Strategia Q389=2
: obróbka wierszami, odsuw i boczne wcięcie
z posuwem pozycjonowania
1 TNC pozycjonuje narzędzie na biegu szybkim FMAX z
aktualnej pozycji z logiką pozycjonowania na punkt startu
1
: jeśli aktualna pozycja w osi wrzeciona jest większa niż 2-
ga bezpieczna wysokość, to TNC przemieszcza narzędzie
najpierw na płaszczyźnie obróbki a następnie w osi wrzeciona,
a w pozostałych przypadkach najpierw na 2-gą bezpieczną
wysokość a potem na płaszczyźnie obróbki. Punkt startu na
płaszczyźnie obróbki leży z dyslokacją o promień narzędzia i o
boczny odstęp bezpieczeństwa obok obrabianego przedmiotu
2 Następnie narzędzie przemieszcza się z posuwem
pozycjonowania na osi wrzeciona na obliczoną przez TNC
pierwszą głębokość dosuwu
Strategia Q389=0
3 Następnie narzędzie przemieszcza się z zaprogramowanym
posuwem frezowania do punktu końcowego
2
. Punkt końcowy
leży
poza
powierzchnią, TNC oblicza go z zaprogramowanego
punktu startu, zaprogramowanej długości, zaprogramowanego
bocznego odstępu bezpieczeństwa i promienia narzędzia
4 TNC przesuwa narzędzie z posuwem pozycjonowania
wstępnego poprzecznie do punktu startu następnego wiersza;
TNC oblicza dyslokację z zaprogramowanej szerokości,
promienia narzędzia i maksymalnego współczynnika nakładania
się torów kształtowych
5 Potem narzędzie przemieszcza się z powrotem w kierunku
punktu startu
1
6 Operacja ta powtarza się, aż wprowadzona powierzchnia
zostanie w pełni obrobiona. Przy końcu ostatniego toru
następuje wcięcie na następną głębokość obróbki
7 Aby unikać pustych przejść, powierzchnia zostaje obrabiana w
odwrotnej kolejności
8 Operacja powtarza się, aż wszystkie wcięcia zostaną wykonane.
Przy ostatnim wcięciu zostaje wyfrezowany tylko zapisany
naddatek na obróbkę wykańczającą z posuwem obróbki na
gotowo
9 Na koniec TNC przemieszcza narzędzie z FMAX z powrotem na
2. bezpieczną wysokość