HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 142
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie
rowków
5.2
KIESZEN PROSTOKATNA (cykl 251, DIN/ISO: G251)
5
142
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
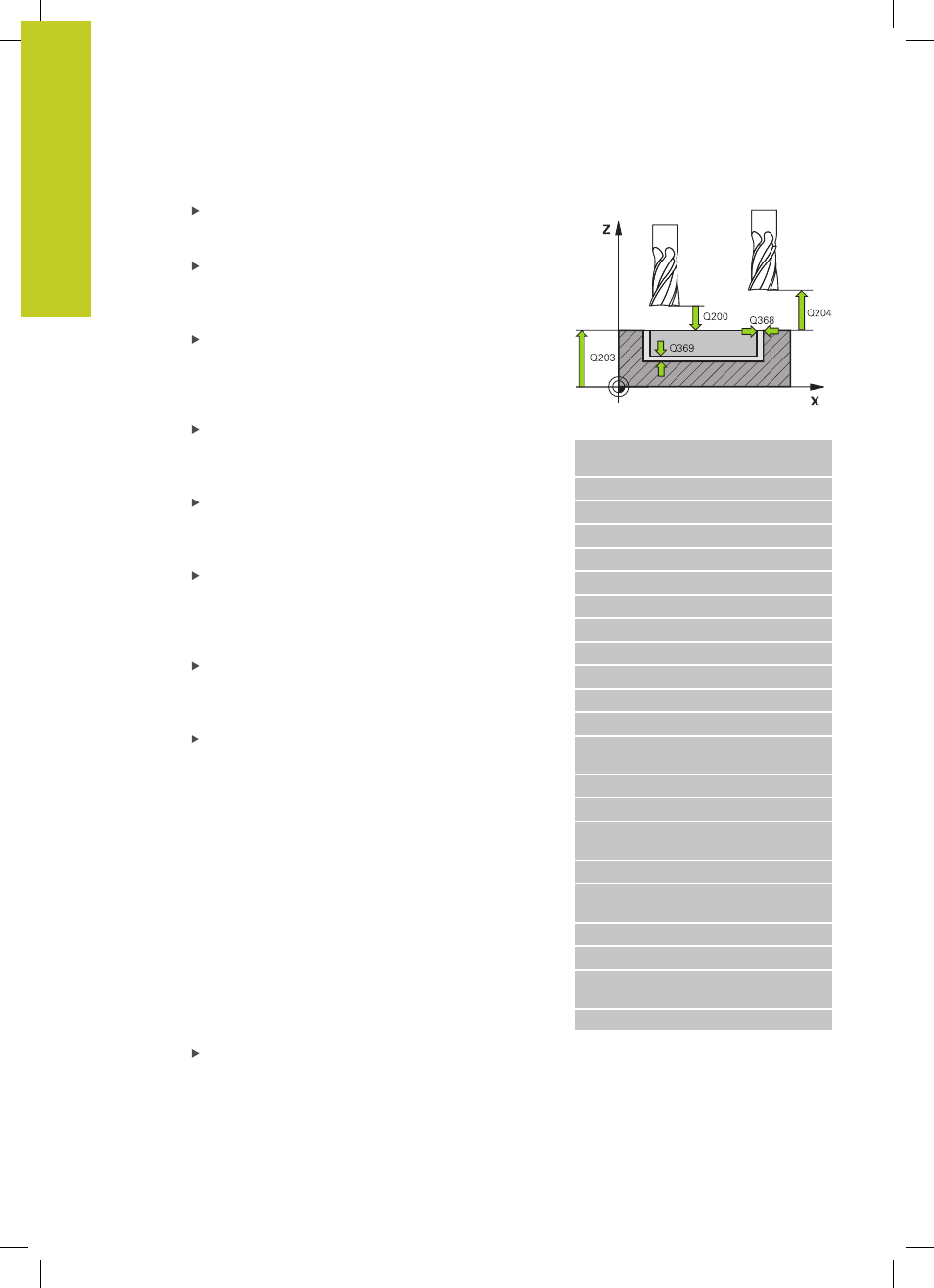
Naddatek na obróbkę wykańczającą dna
Q369
(przyrostowo): naddatek na obróbkę wykańczającą
dna. Zakres wprowadzenia 0 do 99999,9999
Posuw wcięcia na głębokość
Q206: prędkość
przemieszczenia narzędzia przy wcięciu na
głębokość w mm/min. Zakres wprowadzenia 0 do
99999.999 alternatywnie FAUTO, FU, FZ
Dosuw przy obróbce wykańczającej
Q338
(przyrostowo): wymiar, o jaki narzędzie zostaje w osi
wrzeciona dosunięte przy obróbce wykańczającej.
Q338=0: Obróbka wykańczająca przy jednym
wcięciu. Zakres wprowadzenia 0 do 99999,9999
Bezpieczna wysokość
Q200 (przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu. Zakres wprowadzenia 0
bis 99999,9999 alternatywnie PREDEF
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999,9999 do
99999,9999
2-ga bezpieczna wysokość
Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może
dojść do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 bis 99999,9999 alternatywnie PREDEF
Współczynnik nakładania się torów
Q370: Q370
x promień narzędzia daje wartość bocznego
dosuwu k. Zakres wprowadzenia 0,1 do 1,9999
alternatywnie PREDEF
Strategia wcięcia
Q366: rodzaj strategii wcięcia w
materiał:
0
: wcięcie prostopadle. Niezależnie od
zdefiniowanego w tabeli narzędzia kąta wejścia w
materiał ANGLE TNC wchodzi prostopadle
1
: wcięcie po linii helix. W tablicy narzędzi musi
zostać zdefiniowany dla aktywnego narzędzia kąt
pogłębiania ANGLE nierówny 0. W przeciwnym razie
TNC wydaje komunikat o błędach
2
: wcięcie ruchem wahadłowym. W tablicy narzędzi
musi zostać zdefiniowany dla aktywnego narzędzia
kąt pogłębiania ANGLE nierówny 0. W przeciwnym
razie TNC wydaje komunikat o błędach. Długość
wychylenia przy ruchu wahadłowym zależy od kąta
wcięcia, jako wartość minimalną TNC wykorzystuje
podwójną średnicę narzędzia
PREDEF
: TNC wykorzystuje wartość z wiersza
GLOBAL DEF
Posuw obróbki na gotowo
Q385: prędkość
przemieszczenia narzędzia przy frezowaniu
ostatniego wcięcia w mm/min. Zakres wprowadzenia
0 do 99999.999 alternatywnie FAUTO, FU, FZ
NC-wiersze
8 CYCL DEF 251 KIESZEŃ
PROSTOKĄTNA
Q215=0
;ZAKRES OBROBKI
Q218=80
;1. DŁUGOŚĆ BOKU
Q219=60
;2. DŁUGOŚĆ BOKU
Q220=5
;PROMIEŃ NAROŻA
Q368=0.2
;NADDATEK Z BOKU
Q224=+0
;POŁOZENIE OBROTU
Q367=0
;POŁOŻENIE KIESZENI
Q207=500
;POSUW FREZOWANIA
Q351=+1
;RODZAJ FREZOWANIA
Q201=-20
;GŁĘBOKOŚĆ
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q369=0.1
;NADDATEK
GŁEBOKOSCI
Q206=150
;POSUW WCIECIA WGŁ.
Q338=5
;WCIĘCIE OBR.WYKAN.
Q200=2
;BEZPIECZNA
WYSOKOŚĆ
Q203=+0
;WSPŁ. POWIERZCHNI
Q204=50
;2. BEZPIECZNA
WYSOK.
Q370=1
;NAKŁADANIE TOROW
Q366=1
;WCIECIE
Q385=500
;POSUW OBRÓBKA
WYKAN.
9 L X+50 Y+50 R0 FMAX M3 M99