Zastosowanie, Przebieg cyklu obróbki zgrubnej, Toczenie poprzeczne osiowo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 366: Rozszerzone (cykl 872, din/iso: g872)
Cykle: toczenie
13.26 TOCZENIE POPRZECZNE OSIOWO ROZSZERZONE
(cykl 872, DIN/ISO: G872)
13
366
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
13.26 TOCZENIE POPRZECZNE OSIOWO
ROZSZERZONE
(cykl 872, DIN/ISO: G872)
Zastosowanie
Przy pomocy tego cyklu można toczyć poprzecznie rowki osiowo
(toczenie poprzeczne plan). Rozszerzony zakres funkcji:
Na początku i na koniec konturu można wstawić fazkę lub
zaokrąglenie
W cyklu można definiować kąty dla ścianek bocznych rowka
W narożach konturu można wstawić promień
Można używać tego cyklu do wyboru dla obróbki zgrubnej,
wykańczającej lub kompletnej. Skrawanie przy obróbce zgrubnej
następuje równolegle do osi.
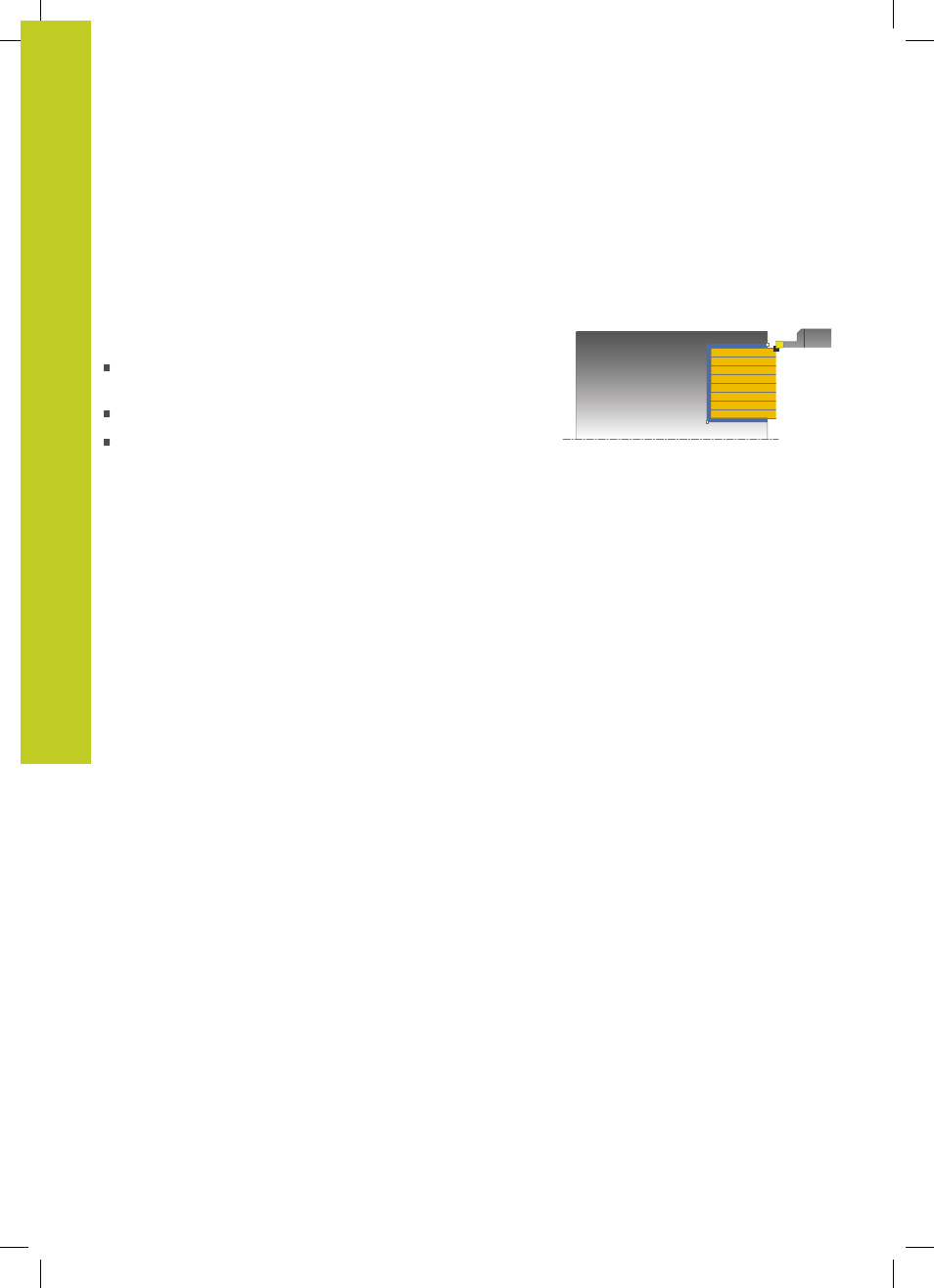
Przebieg cyklu obróbki zgrubnej
Jako punkt startu cyklu TNC używa pozycji narzędzia przy
wywołaniu cyklu. Jeśli współrzędna Z punktu startu jest mniejsza
niż Q492 START KONTURU Z, to TNC pozycjonuje narzędzie na
współrzędnej Z na Q492 i uruchamia cykl tam.
1 TNC wykonuje na biegu szybkim równoległy do osi ruch wcięcia
(boczne wcięcie = 0,8 szerokość ostrza).
2 TNC skrawa obszar pomiędzy pozycją startu i punktem
końcowym w kierunku radialnym ze zdefiniowanym posuwem
Q478
.
3 TNC pozycjonuje narzędzie na biegu szybkim z powrotem do
początku przejścia.
4 TNC powtarza tę operację (1 do 3), aż zostanie osiągnięta
szerokość rowka.
5 TNC pozycjonuje narzędzie na biegu szybkim z powrotem do
punktu startu cyklu.