5 tolerancja (cykl 32, din/iso: g62), Funkcja cyklu, Tolerancja (cykl 32, din/iso: g62) – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 275
TOLERANCJA (cykl 32, DIN/ISO: G62) 12.5
12
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
275
12.5
TOLERANCJA (cykl 32, DIN/ISO: G62)
Funkcja cyklu
Maszyna i TNC muszą być przygotowane przez
producenta maszyn.
Poprzez dane w cyklu 32 można wpływać na rezultaty obróbki HSC
odnośnie dokładności, jakości powierzchni i prędkości, o ile TNC
zostało dopasowane do specyficznych właściwości maszyny.
TNC wygładza automatycznie kontur pomiędzy dowolnymi
(nieskorygowanymi lub skorygowanymi) elementami konturu.
Dlatego też narzędzie przemieszcza się nieprzerwanie na
powierzchni obrabianego przedmiotu i chroni w ten sposób
mechanikę obrabiarki. Dodatkowo działa także zdefiniowana w
cyklu tolerancja przy przemieszczeniach po łukach kołowych.
Jeśli to konieczne, TNC redukuje zaprogramowany posuw
automatycznie, tak że program zostaje zawsze wykonywany bez
„zgrzytów“ i z największą możliwą prędkością.
Nawet jeśli TNC
wykonuje przemieszczenie z niezredukowaną prędkością, to
zdefiniowana przez operatora tolerancja zostaj z reguły zawsze
zachowana
. Im większą jest zdefiniowana tolerancja, tym szybciej
TNC może wykonywać przemieszczenia.
Wskutek wygładzania konturu powstaje odchylenie. Wielkość
odchylenia od konturu (wartość tolerancji) określona jest w
parametrze maszynowym przez producenta maszyn. Przy pomocy
cyklu 32 można zmienić nastawioną z góry wartość tolerancji
i wybrać różne nastawienia filtra, pod warunkiem, iż producent
maszyn wykorzystuje te nastawienia.
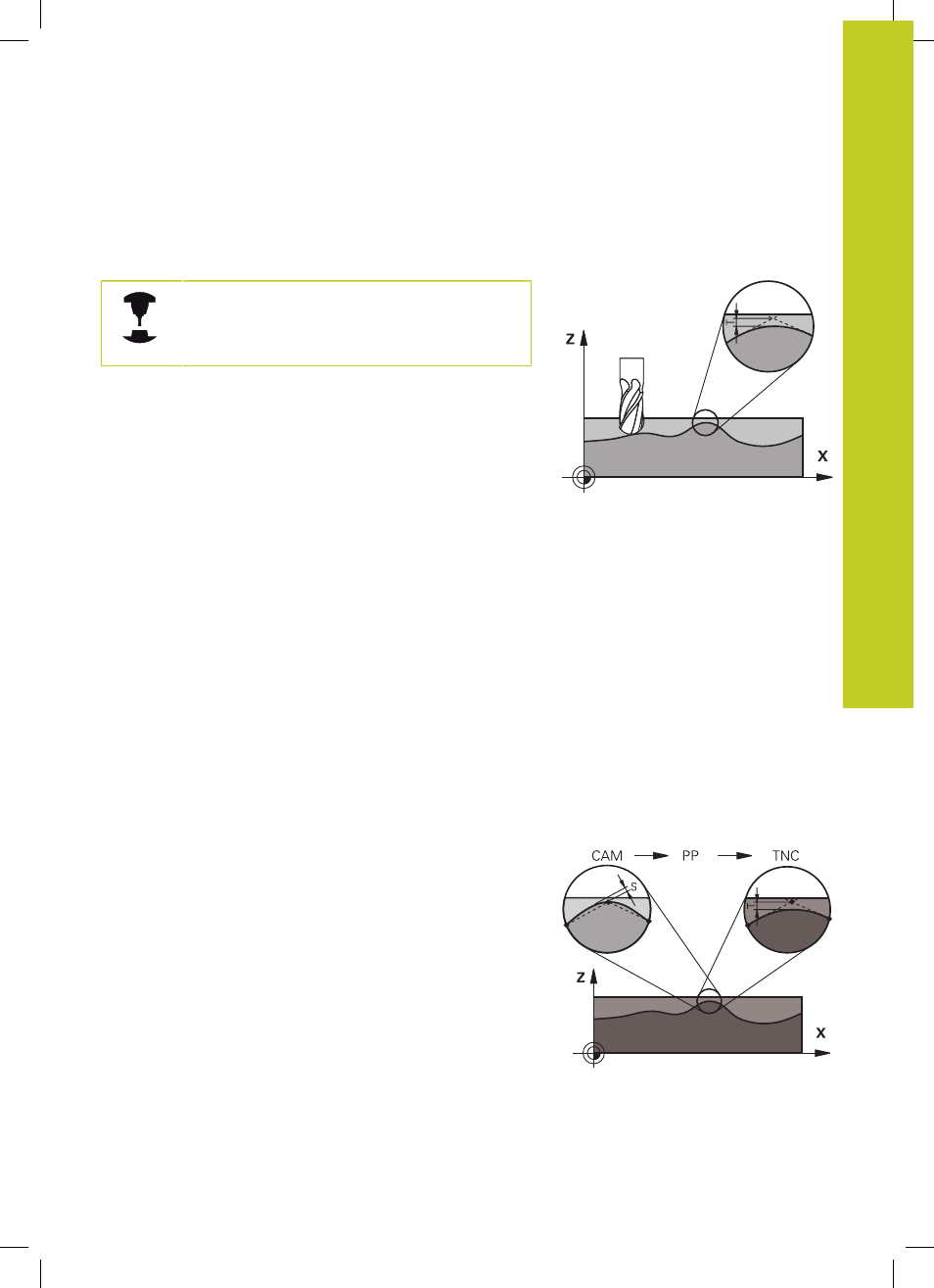
Aspekty wpływające na definicję geometrii w systemie
CAM
Znaczącym faktorem, okazującym wpływ, jest definiowalny błąd
cięciwy S w systemie CAM, w programach zapisanych zewnętrznie.
Poprzez błąd cięciwy definiuje się maksymalna odległość punktów
wygenerowanego w postprocesorze (PP) programie NC. Jeśli
błąd cięciwy jest równy lub mniejszy wybranej w cyklu 32 wartości
tolerancji T, to TNC może wygładzać punkty konturu, o ile
zaprogramowany posuw nie zostanie ograniczony przez specjalne
nastawienia obrabiarki.
Optymalne wygładzenie konturu otrzymuje się, jeśli wartość
tolerancji w cyklu 32 leży pomiędzy 1,1 i 2-krotną wartością błędu
cięciwy CAM.