4 pomiar kata (cykl 420, din/iso: g420), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 484: Pomiar kata (cykl 420, din/iso: g420)
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
17.4 POMIAR KATA (cykl 420, DIN/ISO: G420)
17
484
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
17.4
POMIAR KATA (cykl 420, DIN/ISO:
G420)
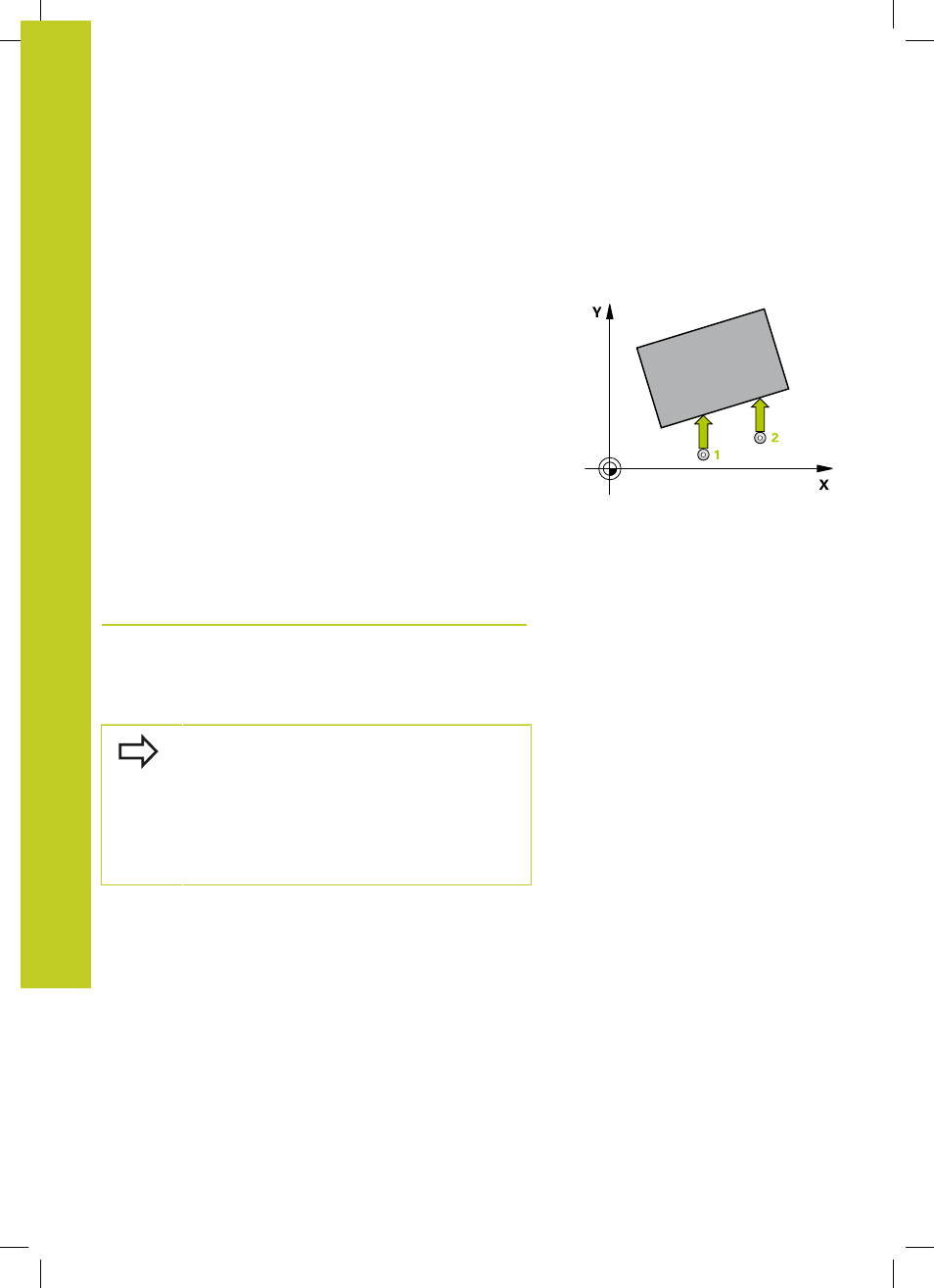
Przebieg cyklu
Cykl sondy pomiarowej 420 ustala kąt, utworzony przez dowolną
prostą i oś główną płaszczyzny obróbki.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", Strona 394) na
zaprogramowany punkt próbkowania
1
. TNC przesuwa przy
tym sondę pomiarową o odstęp bezpieczeństwa w kierunku
przeciwnym do ustalonego kierunku przemieszczenia
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację
próbkowania z posuwem próbkowania (kolumna F)
3 Następnie sonda pomiarowa przemieszcza się do następnego
punktu próbkowania
2
i wykonuje drugą operację próbkowania
4 TNC pozycjonuje sondę pomiarową z powrotem na bezpieczną
wysokość i zapamiętuje ustalony kąt w następujących Q-
parametrach:
Numer parametru
Znaczenie
Q150
Zmierzony kąt w odniesieniu do osi
głównej płaszczyzny obróbki
Proszę uwzględnić przy programowaniu!
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
Jeśli zdefiniowano oś sondy pomiarowej = oś
pomiaru, to Q263 równe Q265 wybrać, jeśli kąt ma
być mierzony w kierunku osi A; natomiast Q263
wybrać nierównym Q265 , jeśli kąt ma być mierzony
w kierunku osi B.