Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 236
Cykle obróbkowe: frezowanie metodą wierszowania
10.3 POW.REGULOWANA (cykl 231; DIN/ISO: G231)
10
236
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
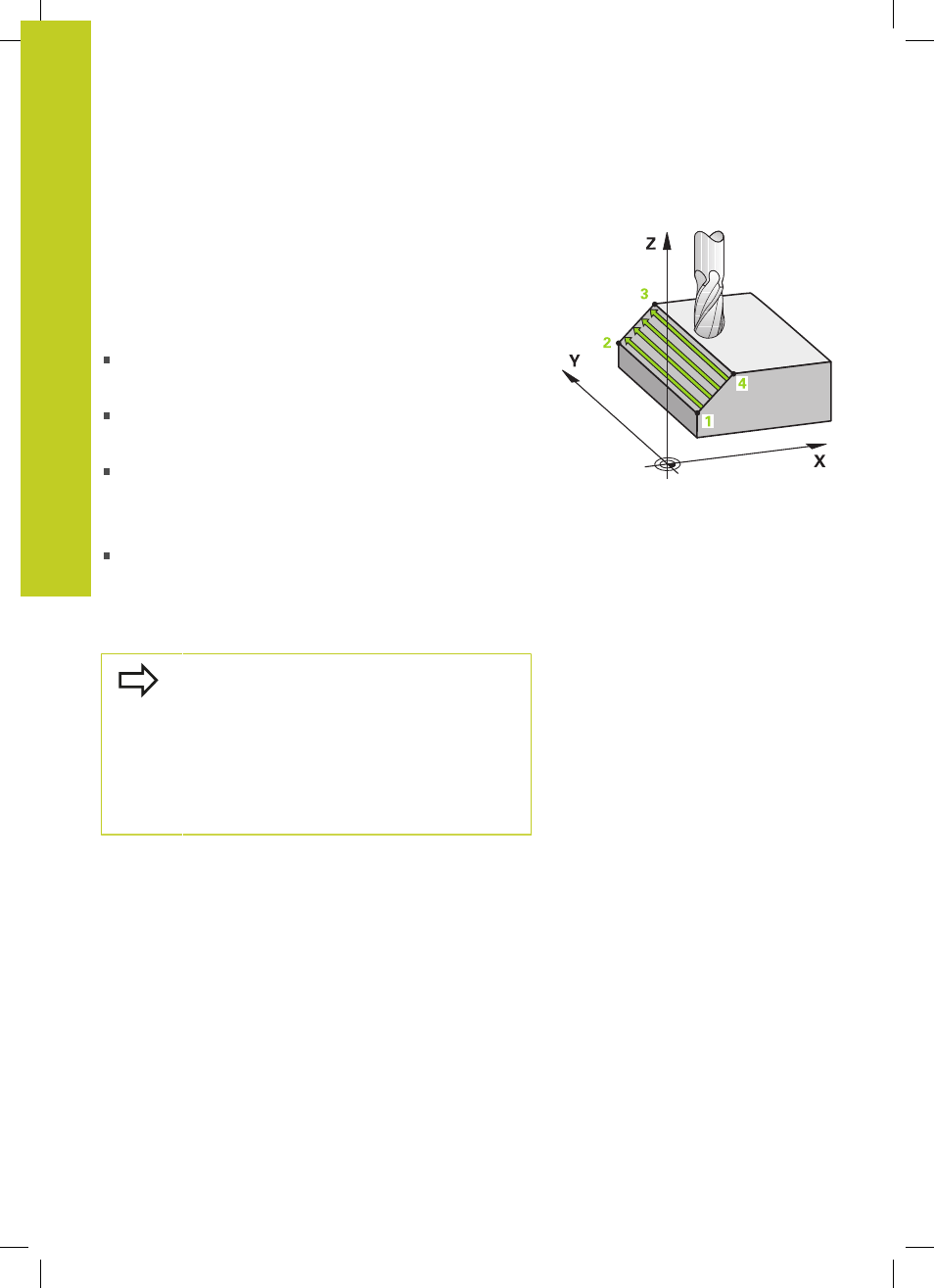
Prowadzenie skrawania
Punkt startu i tym samym kierunek frezowania są dowolnie
wybieralne, ponieważ TNC dokonuje pojedyńczych przejść
zasadniczo od punktu
1
do punktu
2
i cała operacja przebiega
od punktu
1
/
2
do punktu
3
/
4
. Punkt
1
można umiejscowić na
każdym narożu obrabianej powierzchni.
Jakość obrabionej powierzchni można optymalizować poprzez
użycie frezów trzpieniowych:
Poprzez skrawanie uderzeniowe (współrzędna osi wrzeciona
punkt
1
większa od współrzędnej osi wrzeciona punkt
2
) przy
mało nachylonych powierzchniach.
Poprzez skrawanie ciągłe (współrzędna osi wrzeciona punkt
1
mnijesza od współrzędnej osi wrzeciona punkt
2
) przy mocno
nachylonych powierzchniach
Przy skośnych powierzchniach, kierunek ruchu głównego (od
punktu
1
do punktu
2
) ustalić w kierunku większego nachylenia
Jakość obrobionej powierzchni można optymalizować poprzez
użycie frezów kształtowych:
Przy ukośnych powierzchniach kierunek ruchu głównego
(od punktu
1
do punktu
2
) ustalić w kierunku największego
nachylenia
Proszę uwzględnić przy programowaniu!
TNC pozycjonuje narzędzie od aktualnej pozycji
ruchem prostoliniowym 3D do punktu startu
1
. Tak
wypozycjonować narzędzie, aby nie mogło dojść do
kolizji z przedmiotem lub mocowadłami.
TNC przemieszcza narzędzie z korekcją promienia
R0
między zadanymi pozycjami
W danym przypadku proszę użyć freza z tnącym
przez środek zębem czołowym (DIN 844), albo
wywiercić wstępnie przy pomocy cyklu 21.