HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 518
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
17.14 Przykłady programowania
17
518
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
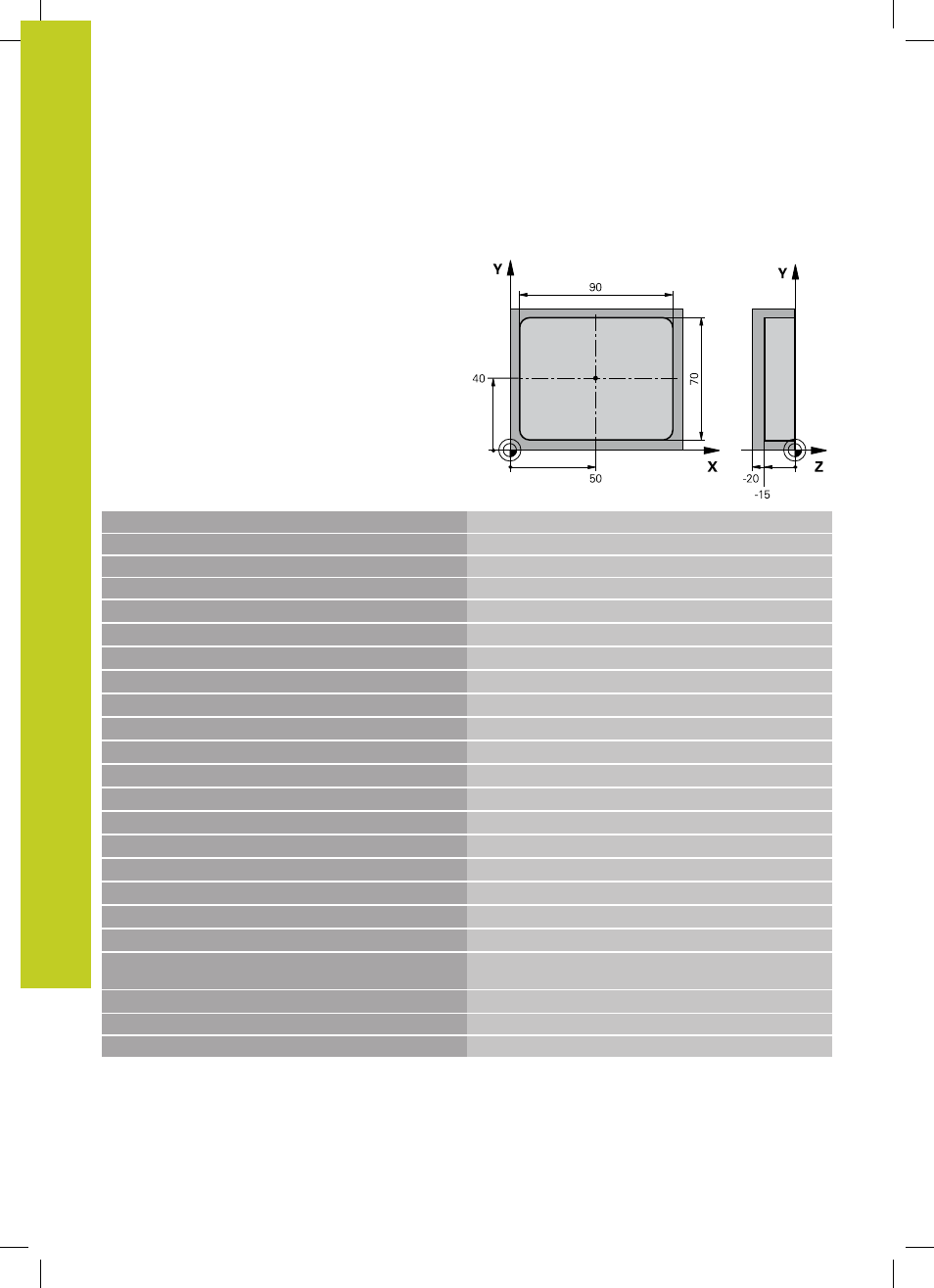
Przykład: wymierzenie kieszeni prostokątnej,
protokołowanie wyników pomiarów
0 BEGIN PGM BSMESS MM
1 TOOL CALL 1 Z
Wywołanie narzędzia sonda
2 L Z+100 R0 FMAX
Swobodne przemieszczenie sondy
3 TCH PROBE 423 POMIAR PROSTOKAT WEWN.
Q273=+50
;SRODEK 1. OSI
Q274=+40
;SRODEK 2. OSI
Q282=90
;1. DŁUG. BOKU
Zadana długość w X
Q283=70
;2. DŁUG. BOKU
Zadana długość w Y
Q261=-5
;WYSOKOŚĆ POMIARU
Q320=0
;BEZPIECZNY ODSTEP
Q260=+20
;BEZPIECZNA WYSOKOSC
Q301=0
;PRZEJAZD NA BEZP.WYSOKOSC
Q284=90.15
;NAJWIEK. WYMIAR 1. BOKU
Największy wymiar w X
Q285=89.95
;NAJMN. WYMIAR 1. BOKU
Najmniejszy wymiar w X
Q286=70.1
;NAJW. WYMIAR 2. BOKU
Największy wymiar w Y
Q287=69.9
;NAJMN. WYMIAR 2. BOKU
Najmniejszy wymiar w Y
Q279=0.15
;TOLERANCJA 1. SRODKA
Dozwolone odchylenie położenia w X
Q280=0.1
;TOLERANCJA 2. SRODKA
Dozwolone odchylenie położenia w Y
Q281=1
;PROTOKOŁ POMIARU
Transfer protokołu pomiaru do pliku
Q309=0
;PGM-STOP JESLI BŁAD
Przy przekraczaniu tolerancji nie ukazywać komunikatu o
błędach
Q330=0
;NUMER NARZEDZIA
Bez monitorowania narzędzia
4 L Z+100 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
5 END PGM BSMESS MM