11 przykłady programowania, Przykład: gwintowanie, Przykłady programowania – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 134
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.11 Przykłady programowania
4
134
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
4.11
Przykłady programowania
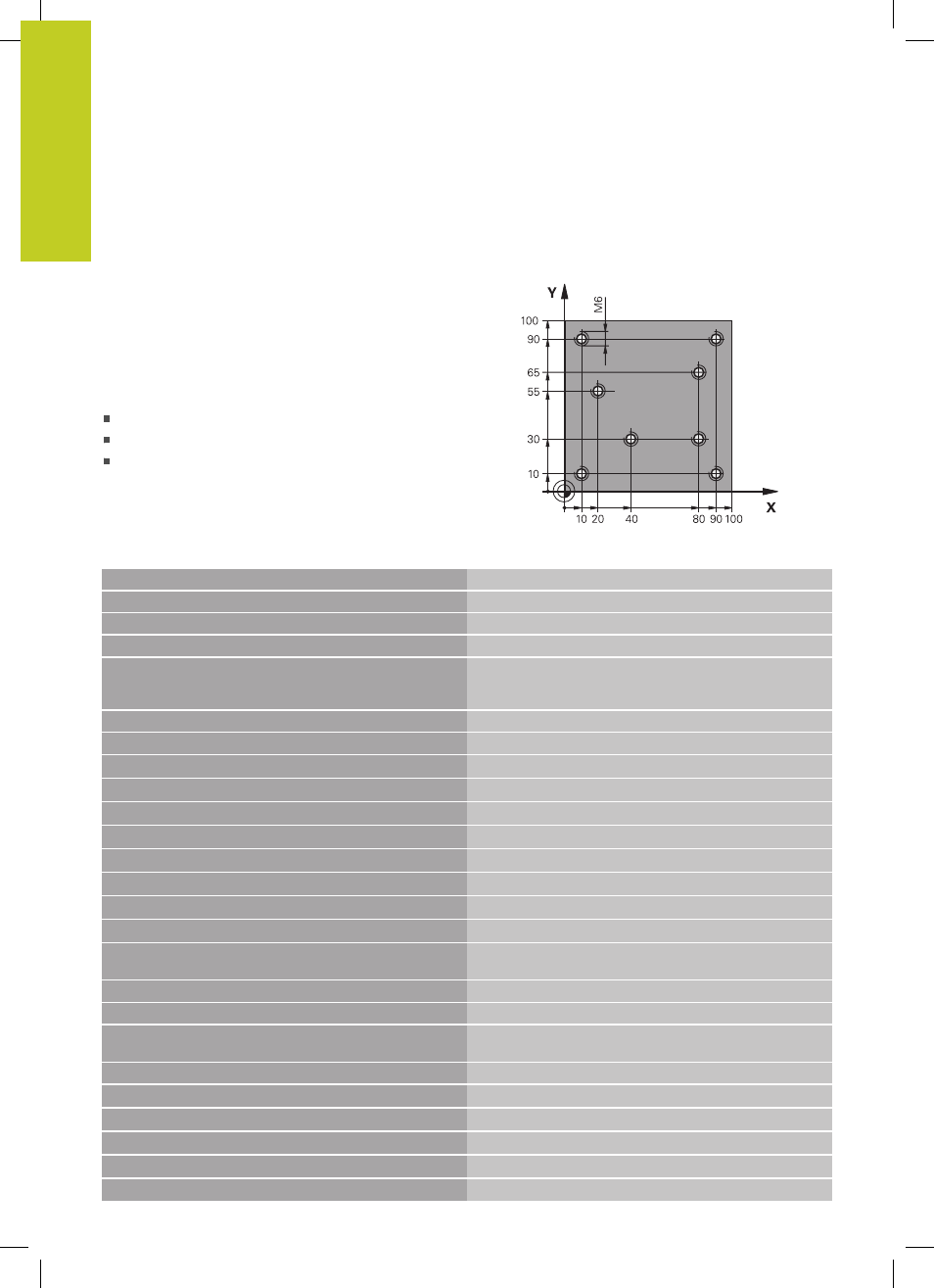
Przykład: gwintowanie
Współrzędne wiercenia są zapisane w pamięci w tabeli
punktów TAB1.PNT i zostają wywołane przez TNC z
CYCL CALL PAT
.
Promienie narzędzi są tak wybrane, iż wszystkie kroki
robocze można zobaczyć w grafice testowej.
Przebieg programu
Centrowanie
Wiercenie
Gwintowanie
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Wywołanie narzędzia nakiełek
4 L Z+10 R0 F5000
Narzędzie przemieścić na bezpieczną wysokość
(programować F z wartością), TNC pozycjonuje po każdym
cyklu na bezpieczną wysokość
5 SEL PATTERN “TAB1“
Zdefiniować tabelę punktów
6 CYCL DEF 200 WIERCENIE
Definicja cyklu nakiełkowania
Q200=2
;BEZPIECZNA WYSOKOŚĆ
Q201=-2
;GŁĘBOKOŚĆ
Q206=150
;F WCIĘCIE NA GŁĘB.
Q202=2
;GŁĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS ZATRZYM. U GÓRY
Q203=+0
;WSPÓŁ.POWIERZ.
Wprowadzić koniecznie 0, działa z tabeli punktów
Q204=0
;2. BEZ. ODSTĘP
Wprowadzić koniecznie 0, działa z tabeli punktów
Q211=0.2
;CZAS ZATRZYM. NA DOLE
10 CYCL CALL PAT F5000 M3
Wywołanie cyklu w połączeniu z tabelą punktów TAB1.PNT,
posuw pomiędzy punktami: 5000 mm/min
11 L Z+100 R0 FMAX M6
Swobodne przemieszczenie narzędzia, zmiana narzędzia
12 TOOL CALL 2 Z S5000
Wywołanie narzędzia wiertło
13 L Z+10 R0 F5000
Przemieścić narzędzie na bezpieczną wysokość (F
zaprogramować z wartością,
14 CYCL DEF 200 WIERCENIE
Definicja cyklu Wiercenie
Q200=2
;BEZPIECZNA WYSOKOŚĆ
Q201=-25
;GŁĘBOKOŚĆ
Q206=150
;POSUW WCIĘCIA WGŁĘBNEGO
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS ZATRZYM. U GÓRY