Przedmiotu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 472
Cykle układu pomiarowego: automatyczne ustalanie punktów
odniesienia
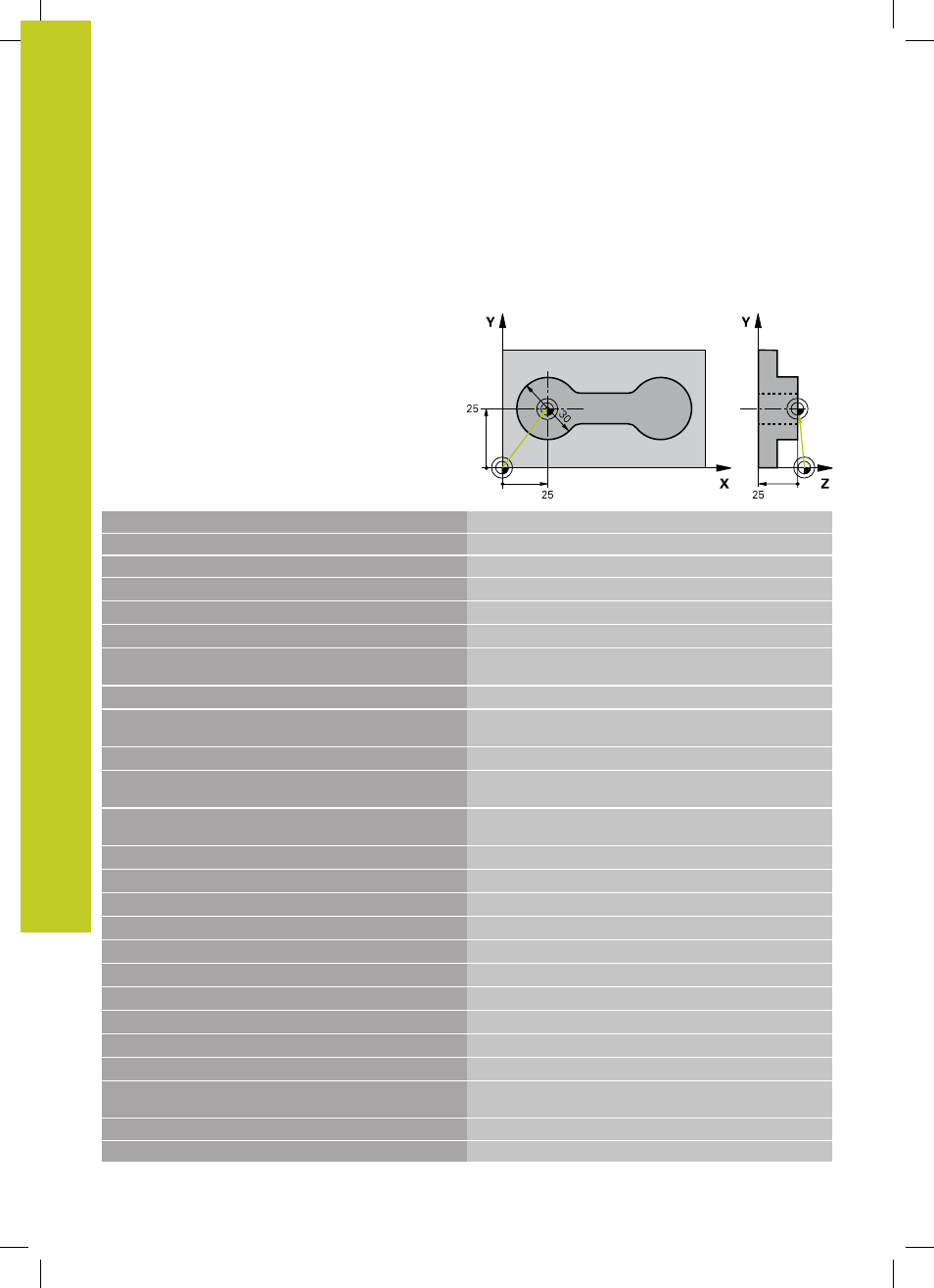
16.14 Przykład: wyznaczenie punktu odniesienia środek wycinka koła i
górna krawędź obrabianego przedmiotu
16
472
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
16.14 Przykład: wyznaczenie punktu
odniesienia środek wycinka koła
i górna krawędź obrabianego
przedmiotu
0 BEGIN PGM CYC413 MM
1 TOOL CALL 69 Z
Wywołać narzędzie 0 dla określenia osi sondy pomiarowej
2 TCH PROBE 413 PKT.ODN.OKRĄG ZEWN.
Q321=+25
;ŚRODEK 1. OSI
Punkt środkowy okręgu: współrzędna X
Q322=+25
;ŚRODEK 2. OSI
Punkt środkowy okręgu: współrzędna Y
Q262=30
;ZADANA ŚREDNICA
Srednica okręgu
Q325=+90
;KĄT STARTU
Kąt we współrzędnych biegunowych dla 1-go punktu
próbkowania
Q247=+45
;INKREMENTACJA KĄTA
Krok kąta dla obliczania punktów próbkowania 2 do 4
Q261=-5
;WYSOKOŚĆ POMIARU
Współrzędna w osi sondy pomiarowej, na której następuje
pomiar
Q320=2
;BEZPIECZNA WYSOKOŚĆ
Odstęp bezpieczeństwa dodatkowo do kolumny SET_UP
Q260=+10
;BEZPIECZNA WYSOKOŚĆ
Wysokość, na której oś sondy pomiarowej może
przemieszczać się bezkolizyjnie
Q301=0
;PRZEJAZD NA B.WYSOKOŚĆ
Bez przejazdu na bezpieczną wysokość pomiędzy punktami
pomiaru
Q305=0
;NR. W TABELI
Ustawienie wyświetlacza
Q331=+0
;PUNKT ODNIESIENIA
Ustawić wyświetlacz w osi X na 0
Q332=+10
;PUNKT ODNIESIENIA
Ustawić wyświetlacz w osi Y na 10
Q303=+0
;PRZEKAZ WARTOŚCI POMIARU
bez funkcji, ponieważ wskazanie ma zostać wyznaczone
Q381=1
;PRÓBKOWANIE TS-OŚ
Wyznaczyć punkt bazowy na osi TS (sondy impulsowej)
Q382=+25
;1. WSPŁ. DLA OSI TS
X-współrzędna punktu próbkowania
Q383=+25
;2. WSPŁ. DLA OSI TS
Y-współrzędna punktu próbkowania
Q384=+25
;3. WSP. DLA OSI TS
Z-współrzędna punktu próbkowania
Q333=+0
;PUNKT ODNIESIENIA
Ustawić wyświetlacz w osi Z na 0
Q423=4
;LICZBA PUNKTOW POMIAROWYCH
Przeprowadzić pomiar okręgu z 4-tnym próbkowaniem
Q365=0
;RODZAJ PRZEMIESZCZENIA
Przemieszczenie pomiędzy punktami pomiarowymi po torze
kołowym
3 CALL PGM 35K47
Wywołanie programu obróbki
4 END PGM CYC413 MM