Parametry cyklu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 128
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.9
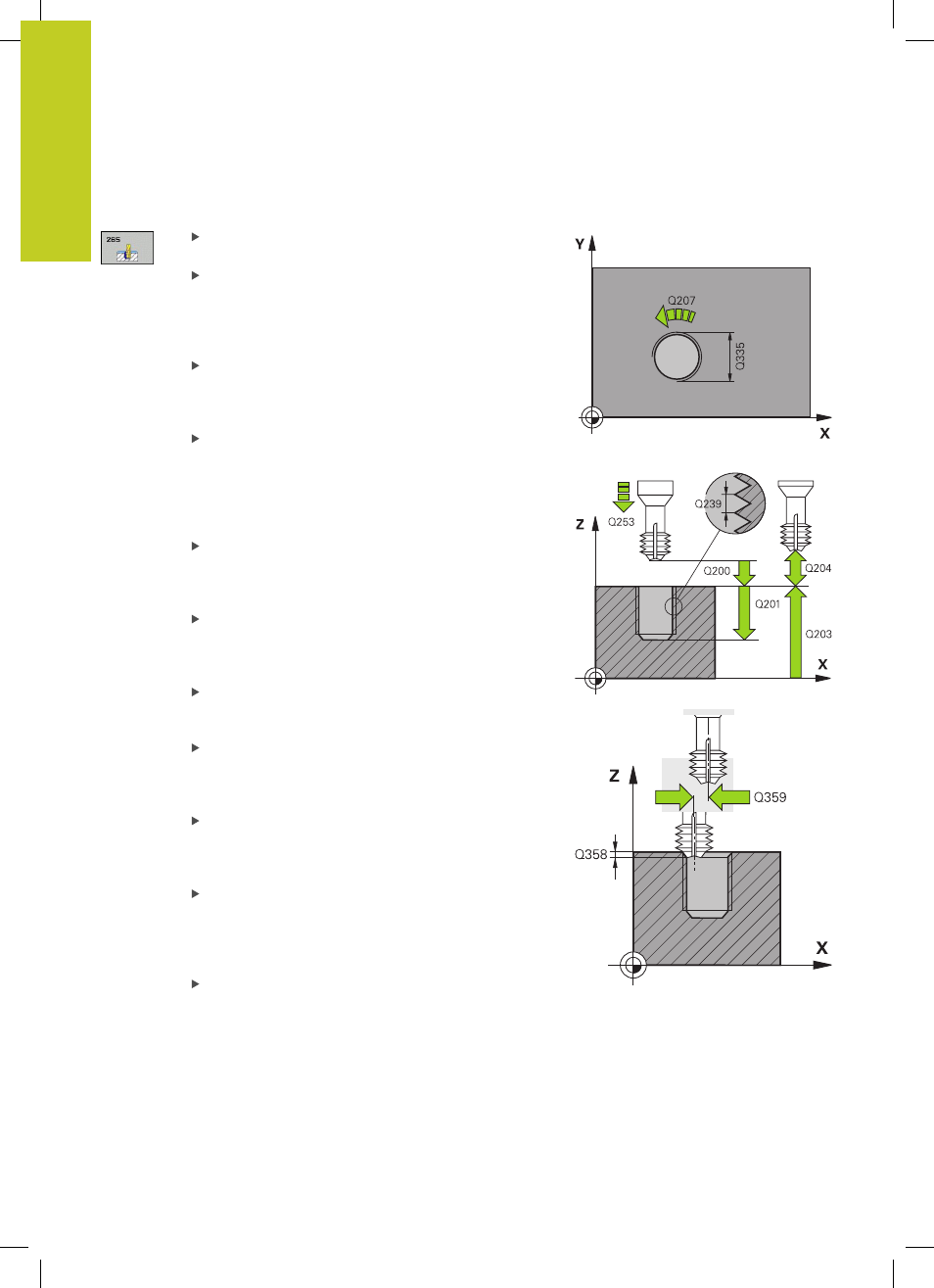
FREZOWANIE ODWIERTOW Z GWINTEM HELIX (cykl 265, DIN/ISO:
G265)
4
128
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
Parametry cyklu
Zadana średnica
Q335: nominalna średnica gwintu.
Zakres wprowadzenia 0 do 99999,9999
Skok gwintu
Q239: skok gwintu. Znak liczby określa
gwint prawoskrętny lub lewoskrętny:
+
= gwint prawoskrętny
–
= gwint lewoskrętny Zakres wprowadzenia
-99,9999 do 99,9999
Głębokość gwintu
Q201 (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
dnem gwintu. Zakres wprowadzenia -99999,9999 do
99999,9999
Posuw pozycjonowania wstępnego
Q253:
prędkość przemieszczenia narzędzia przy
zagłębianiu w materiał obrabianego przedmiotu
lub przy wysuwaniu narzędzia z materiału w mm/
min. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FMAX, FAUTO
Głębokość czołowo
Q358 (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu
i ostrzem narzędzia przy pogłębianiu czołowym.
Zakres wprowadzenia -99999,9999 do 99999,9999
Przesunięcie pogłębienia strona czołowa
Q359
(przyrostowo): odstęp, o który TNC przesuwa
środek narzędzia od środka. Zakres wprowadzenia
0 do 99999,9999
Operacja pogłębiania
Q360: wykonanie fazki
0
= przed gwintowaniem
1
= po gwintowaniu
Bezpieczna wysokość
Q200 (przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu. Zakres wprowadzenia 0 do
99999,9999
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999,9999 do
99999,9999
2-ga bezpieczna wysokość
Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może
dojść do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 do 99999,9999
Posuw pogłębiania
Q254: prędkość
przemieszczania narzędzia przy pogłębianiu w
mm/min. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FAUTO, FU