Zastosowanie, Przebieg cyklu, Gwint rownolegle do konturu (cykl 830 – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 380: Din/iso: g830)
Cykle: toczenie
13.30 GWINT ROWNOLEGLE DO KONTURU
(cykl 830, DIN/ISO: G830)
13
380
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
13.30 GWINT ROWNOLEGLE DO KONTURU
(cykl 830, DIN/ISO: G830)
Zastosowanie
Przy pomocy tego cyklu można dokonywać toczenia gwintu
dowolnej formy wzdłuż lub planowo.
Można przy pomocy tego cyklu wytwarzać gwinty jedno- lub
wielozwojowe.
Jeśli w cyklu nie zdefiniujemy głębokości gwintu, to cykl używa
normowanej głębokości gwintu.
Można wykorzystywać ten cykl dla obróbki wewnętrznej i
zewnętrznej.
Cykl 830 dokonuje wybiegu Q466 po wykonaniu
zaprogramowanego konturu. Proszę zwrócić uwagę
na dostateczną ilość miejsca.
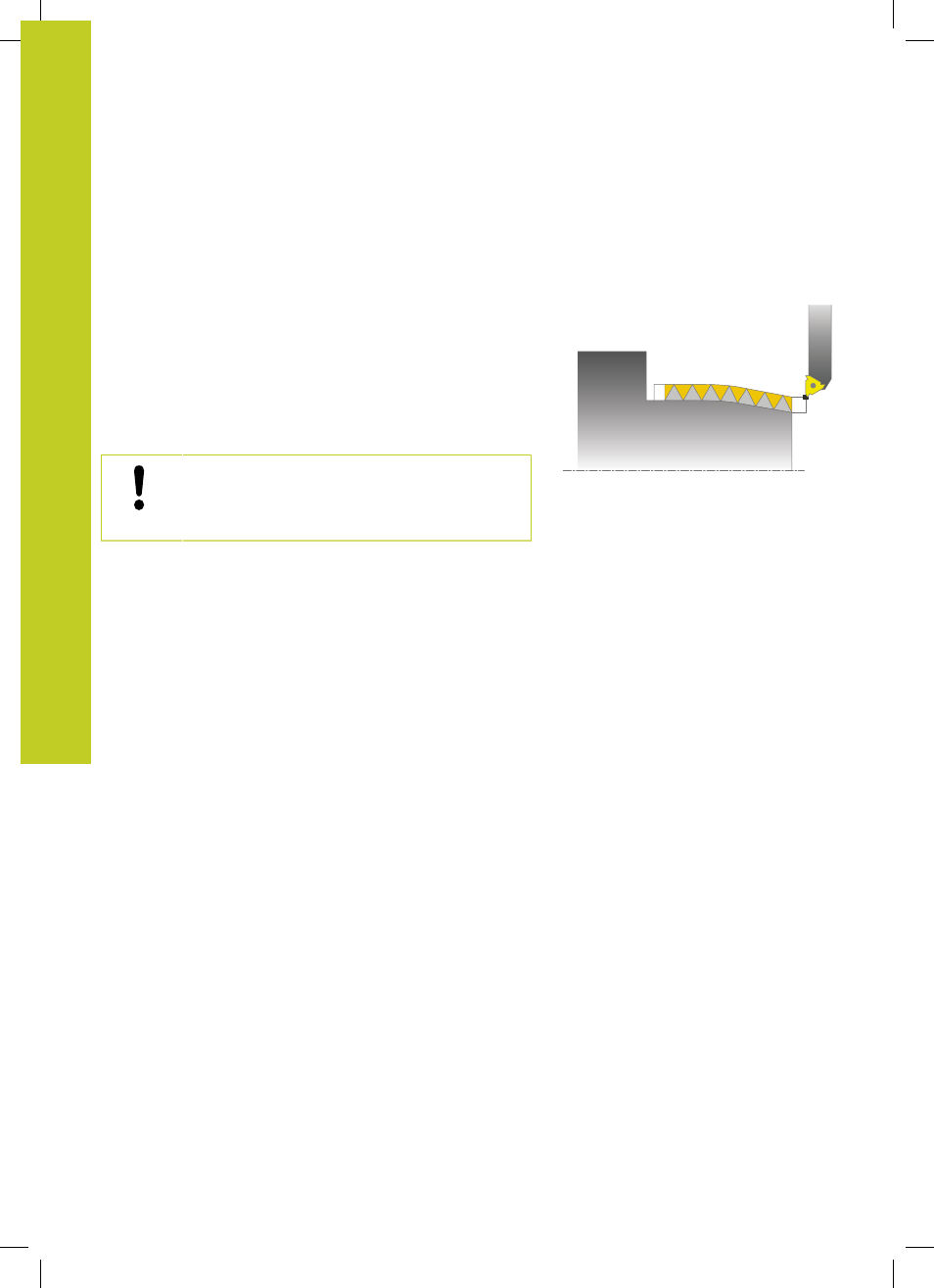
Przebieg cyklu
Jako punkt startu cyklu TNC używa pozycji narzędzia przy
wywołaniu cyklu.
1 TNC pozycjonuje narzędzie na biegu szybkim na bezpiecznej
odległości przed gwintem oraz wykonuje ruch wcięcia.
2 TNC wykonuje nacinanie gwintu równoległe do zdefiniowanego
konturu gwintu. Przy tym TNC synchronizuje posuw i obroty tak,
iż powstaje zdefiniowany skok.
3 NC podnosi narzędzie na biegu szybkim o bezpieczną
odległość.
4 TNC pozycjonuje narzędzie na biegu szybkim z powrotem do
początku przejścia.
5 TNC wykonuje ruch wcięcia. Wcięcia zostają wykonane
odpowiednio do kąta wcięcia Q467 .
6 TNC powtarza tę operację (2 do 5), aż zostanie osiągnięta
głębokość gwintu.
7 TNC wykonuje zdefiniowaną w Q476 liczbę pustych przejść.
8 TNC powtarza tę operację (2 do 7), aż zostanie osiągnięta
liczba zwojów Q475.
9 TNC pozycjonuje narzędzie na biegu szybkim z powrotem do
punktu startu cyklu.