Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 262
Cykle: przekształcenia współrzędnych
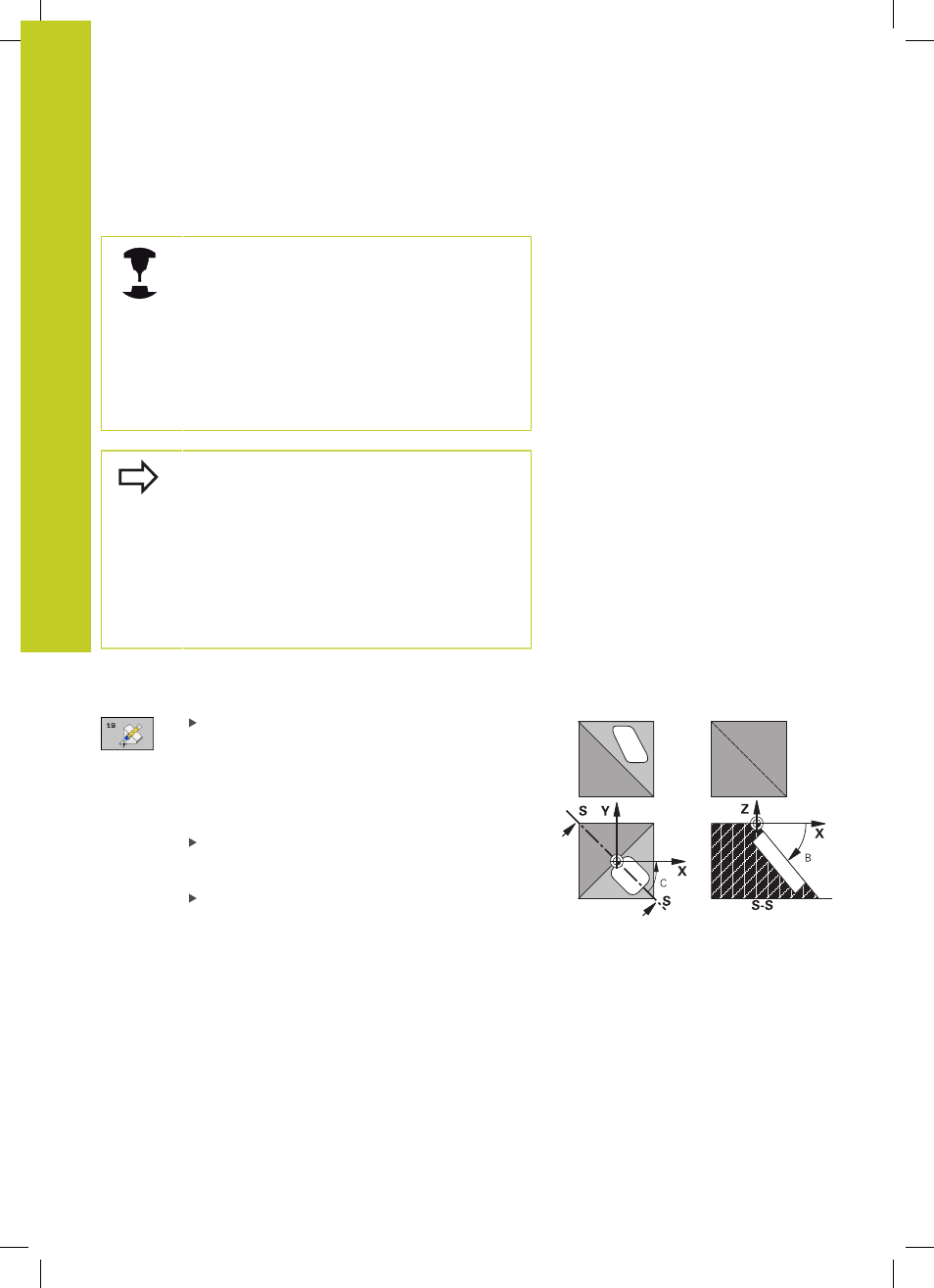
11.9 PŁASZCZYZNA OBROBKI (cykl 19, DIN/ISO: G80, opcja software 1)
11
262
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
Proszę uwzględnić przy programowaniu!
Funkcje nachylania płaszczyzny obróbki zostają
dopasowane do TNC i maszyny przez producenta
maszyn. W przypadku określonych głowic
obrotowych (stołów obrotowych), producent maszyn
określa, czy programowane w cyklu kąty zostają
interpretowane przez TNC jako współrzędne osi
obrotowych lub jako komponenty kątowe ukośnej
płaszczyzny.
Proszę zwrócić uwagę na instrukcję obsługi
maszyny.
Ponieważ nie zaprogramowane wartości osi obrotu
zostają interpretowane zasadniczo zawsze jako
niezmienione wartości, należy zdefiniować zawsze
wszystkie trzy kąty przestrzenne, nawet jeśli jeden z
nich lub kilka są równe 0.
Pochylenie płaszczyzny obróbki następuje zawsze
wokół aktywnego punktu zerowego.
Jeżeli używamy cyklu 19 przy aktywnym M120, to
TNC anuluje korekcję promienia i tym samym także
automatycznie funkcję M120.
Parametry cyklu
Oś i kąt obrotu ?
: wprowadzić oś obrotu z
przynależnym do niej kątem obrotu; osie obrotu
A, B i C zaprogramować przez softkeys. Zakres
wprowadzenia -360,000 do 360,000
Jeśli TNC pozycjonuje osie obrotu automatycznie, to można
wprowadzić jeszcze następujące parametry
Posuw? F=
: prędkość przemieszczenia osi obrotu
przy pozycjonowaniu automatycznym. Zakres
wprowadzenia 0 do 99999.999
Bezpieczny odstęp?
(przyrostowo): TNC tak
pozycjonuje głowicę obrotową, że pozycja,
która rezultuje z przedłużenia narzędzia o
bezpieczny odstęp, nie zmienia się względem
obrabianego przedmiotu. Zakres wprowadzenia 0
do 99999.9999