Parametry cyklu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 467
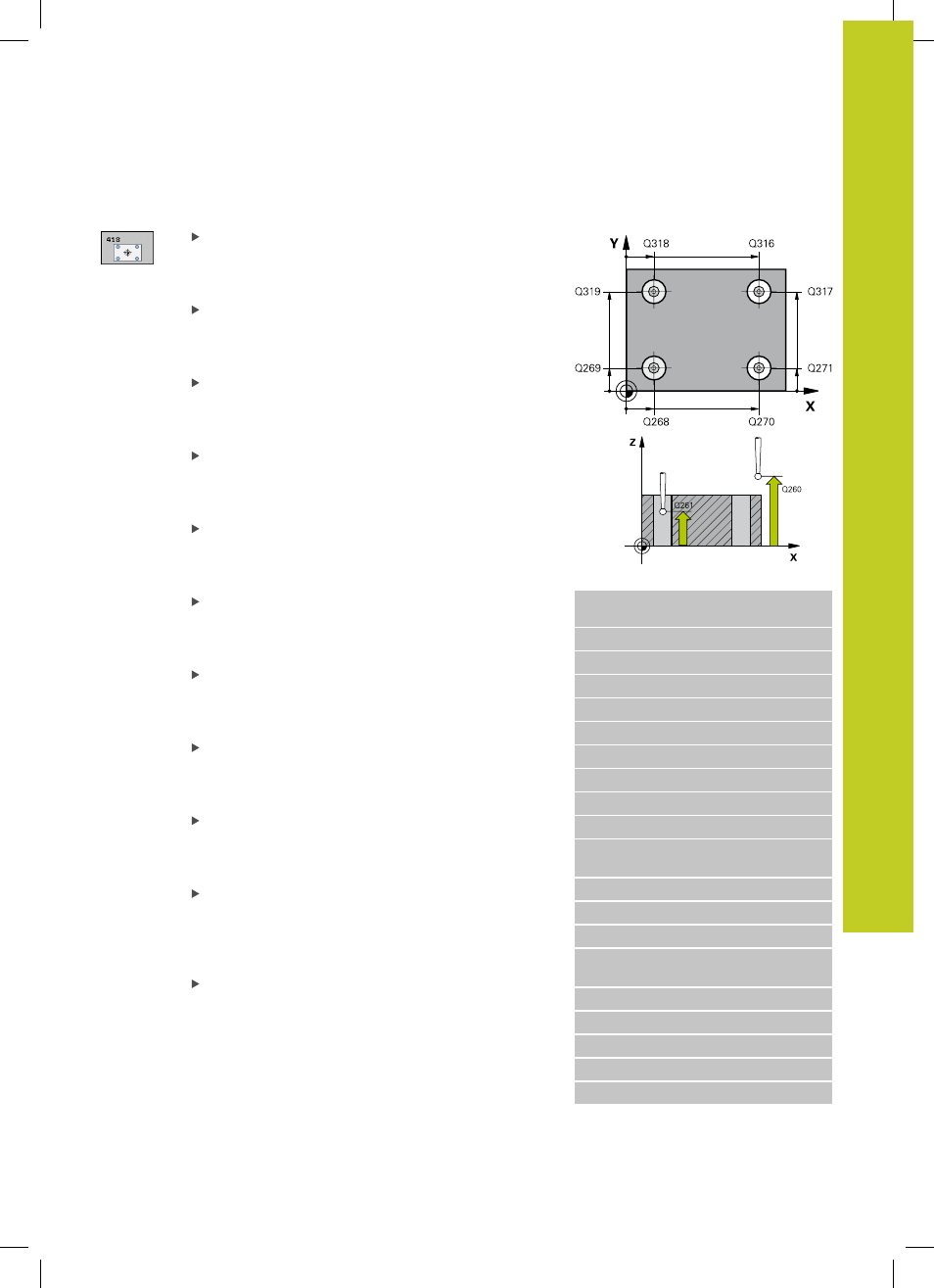
PUNKT ODNIESIENIA SRODEK 4 ODWIERTOW (cykl 418, DIN/
ISO: G418)
16.12
16
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
467
Parametry cyklu
1. odwiert: środek 1. osi
Q268 (absolutnie): punkt
środkowy pierwszego odwiertu na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
1. odwiert: środek 2. osi
Q269 (absolutnie): punkt
środkowy pierwszego odwiertu na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
2. odwiert: środek 1. osi
Q270 (absolutnie):
punkt środkowy drugiego odwiertu na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
2. odwiert: środek 2. osi
Q271 (absolutnie): punkt
środkowy drugiego odwiertu na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
3 środek 1. osi
Q316 (absolutnie): punkt środkowy
3-go odwiertu odwiertu na osi głównej płaszczyzny
obróbki. Zakres wprowadzenia -99999,9999 do
99999,9999
3. środek 2.osi
Q317 (absolutnie): punkt środkowy
3-go odwiertu odwiertu na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
4 środek 1. osi
Q318 (absolutnie): punkt środkowy
4-go odwiertu odwiertu na osi głównej płaszczyzny
obróbki. Zakres wprowadzenia -99999,9999 do
99999,9999
4. środek 2.osi
Q319 (absolutnie): punkt środkowy
4-go odwiertu odwiertu na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
Wysokość pomiaru w osi sondy
Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999,9999 do 99999,9999
Bezpieczna wysokość
Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999,9999 do 99999,9999
Numer punktu zerowego w tabeli
Q305: podać
numer w tabeli punktów zerowych/tabeli preset, pod
którym TNC ma zapisywać do pamięci współrzędne
punktu przecięcia. Przy wprowadzeniu Q305=0,
TNC tak ustawia automatycznie wyświetlacz, iż
nowy punkt odniesienia znajduje się w punkcie
przecięcia linii łączących. Zakres wprowadzenia 0
do 2999
NC-wiersze
5 TCH PROBE 418 PKT. ODN. 4
ODWIERTY
Q268=+20
;1. ŚRODEK 1. OSI
Q269=+25
;1. SRODEK 2. OSI
Q270=+150
;2. SRODEK 1. OSI
Q271=+25
;2. SRODEK 2. OSI
Q316=+150
;3. SRODEK 1. OSI
Q317=+85
;3. SRODEK 2. OSI
Q318=+22
;4. SRODEK 1. OSI
Q319=+80
;4. SRODEK 2. OSI
Q261=-5
;WYSOKOŚĆ POMIARU
Q260=+10
;BEZPIECZNA
WYSOKOŚĆ
Q305=12
;NR. W TABELI
Q331=+0
;PUNKT ODNIESIENIA
Q332=+0
;PUNKT ODNIESIENIA
Q303=+1
;PRZEKAZ WARTOŚCI
POMIARU
Q381=1
;PRÓBKOWANIE TS-OŚ
Q382=+85
;1. WSPŁ. DLA OSI TS
Q383=+50
;2. WSPŁ. DLA OSI TS
Q384=+0
;3. WSPŁ. DLA OSI TS
Q333=+0
;PUNKT ODNIESIENIA