6 grawerowanie (cykl 225, din/iso: g225), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Instrukcja Obsługi
Strona 278: Grawerowanie (cykl 225, din/iso: g225)
Cykle: funkcje specjalne
12.6 GRAWEROWANIE (cykl 225, DIN/ISO: G225)
12
278
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 10/2013
12.6
GRAWEROWANIE (cykl 225, DIN/
ISO: G225)
Przebieg cyklu
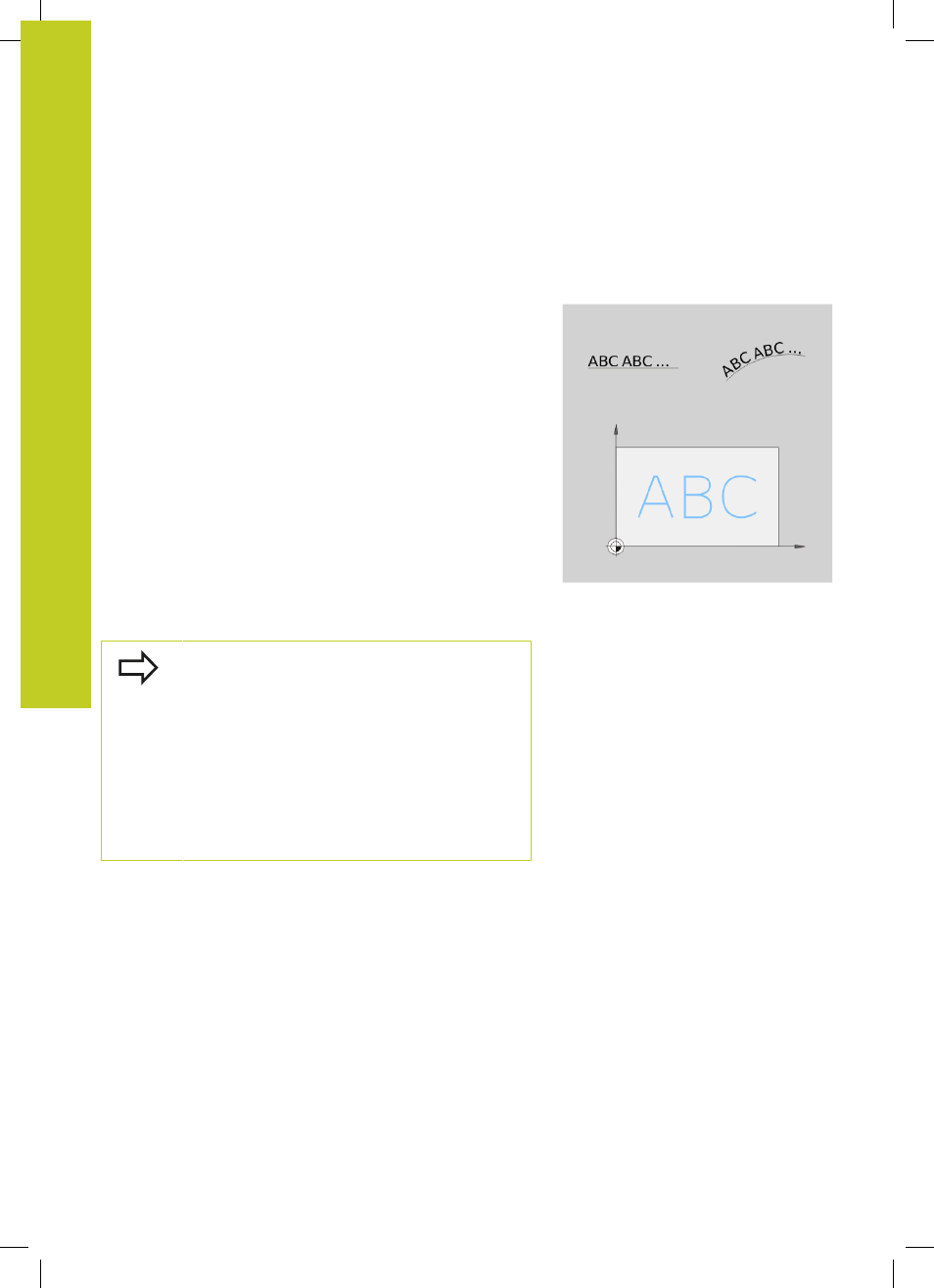
Przy pomocy tego cyklu można grawerować teksty na płaskiej
powierzchni obrabianego przedmiotu. Teksty mogą leżeć na prostej
lub na łuku kołowym.
1 TNC pozycjonuje na płaszczyźnie obróbki na punkt startu
pierwszego znaku.
2 Narzędzie wcina się prostopadle na dno grawerowania i frezuje
znak. Konieczne odsunięcia pomiędzy znakami TNC wykonuje
na bezpieczną wysokość. Przy końcu znaku narzędzie znajduje
się na bezpiecznej wysokości na powierzchnią.
3 Ta operacja powtarza się dla wszystkich grawerowanych
znaków.
4 Na koniec TNC pozycjonuje narzędzie na 2. bezpieczną
wysokość.
Proszę uwzględnić przy programowaniu!
Znak liczby parametru cyklu Głębokość określa
kierunek pracy (obróbki). Jeśli zaprogramujemy
głębokość = 0, to TNC nie wykonuje tego cyklu.
Jeśli grawerujemy tekst na prostej (Q516=0), to
pozycja narzędzia przy wywołaniu cyklu określa
punkt startu pierwszego znaku.
Jeśli grawerujemy tekst na okręgu (Q516=1), to
pozycja narzędzia przy wywołaniu cyklu określa
punkt środkowy okręgu.
Grawerowany tekst można przekazać także poprzez
zmienną stringu (QS).