4 przebieg programu, Zastosowanie, Wykonać program obróbki – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 441: 4 przebieg pr ogramu 11.4 przebieg programu
414
11 Test programu i przebieg programu
11.4 Przebieg pr
ogramu
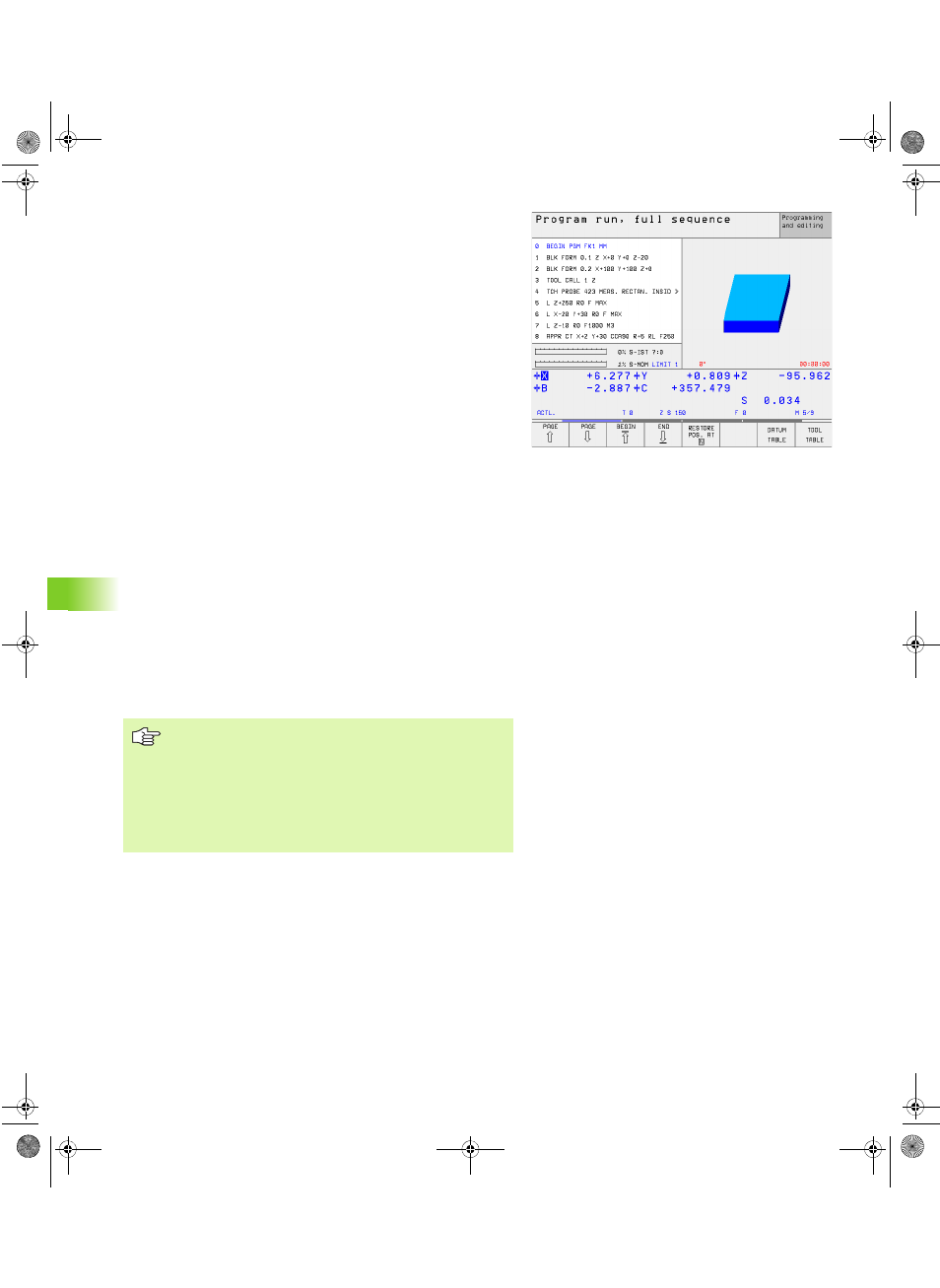
11.4 Przebieg programu
Zastosowanie
W rodzaju pracy przebieg programu według kolejności bloków, TNC
wykonuje program obróbki nieprzerwanie do końca programu lub
zaprogramowanego przerwania pracy.
W rodzaju pracy Przebieg programu pojedyńczymi blokami TNC
wykonuje każdy blok po naciśni ciu zewn trznego klawisza START
oddzielnie.
Nast puj ce funkcje TNC można wykorzystywać w rodzajach pracy
przebiegu programu:
Przerwać przebieg programu
Przebieg programu od określonego bloku
przeskoczyć bloki
Edycja tabeli narz dzi TOOL.T
Q parametry kontrolować i zmieniać
Nałożyć pozycjonowanie przy pomocy koła r cznego
Funkcje dla prezentacji graficznej
Dodatkowy wyświetlacz stanu
Wykonać program obróbki
Przygotowanie
1
Zamocować obrabiany przedmiot na stole maszyny
2
Wyznaczyć punkt odniesienia
3
Potrzebne tabele i palety –wybrać pliki (stan M)
4
Wybrać program obróbki (stan M)
Przebieg programu według kolejności bloków
8
Uruchomić program obróbki przy pomocy zewn trznego klawisza
START
Przebieg programu pojedyńczymi blokami
8
Każdy blok programu obróbki uruchomić oddzielnie przy pomocy
zewn trznego klawisza START
Posuw i pr dkość obrotow wrzeciona można zmieniać
przy pomocy gałek obrotowych Override.
Poprzez Softkey FMAX można zredukować pr dkość
biegu szybkiego, jeśli chcemy rozpocz ć NC program.
Wprowadzona wartość jest aktywna również po
wył czeniu/wł czeniu maszyny. Aby powrócić do
pierwotnej pr dkości na biegu szybkim, należy
wprowadzić odpowiedni wartość liczbow .
BHB430.BOOK Seite 414 Dienstag, 27. Juni 2006 1:29 13