Używanie innych narz dzi: wartości delta, 3d korekcja bez ustawienia narz dzia, 4 t rójwymiar owa kor ekcja narzdzia – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 145
118
5 Programowanie: Narz dzia
5.4 T
rójwymiar
owa kor
ekcja narzdzia
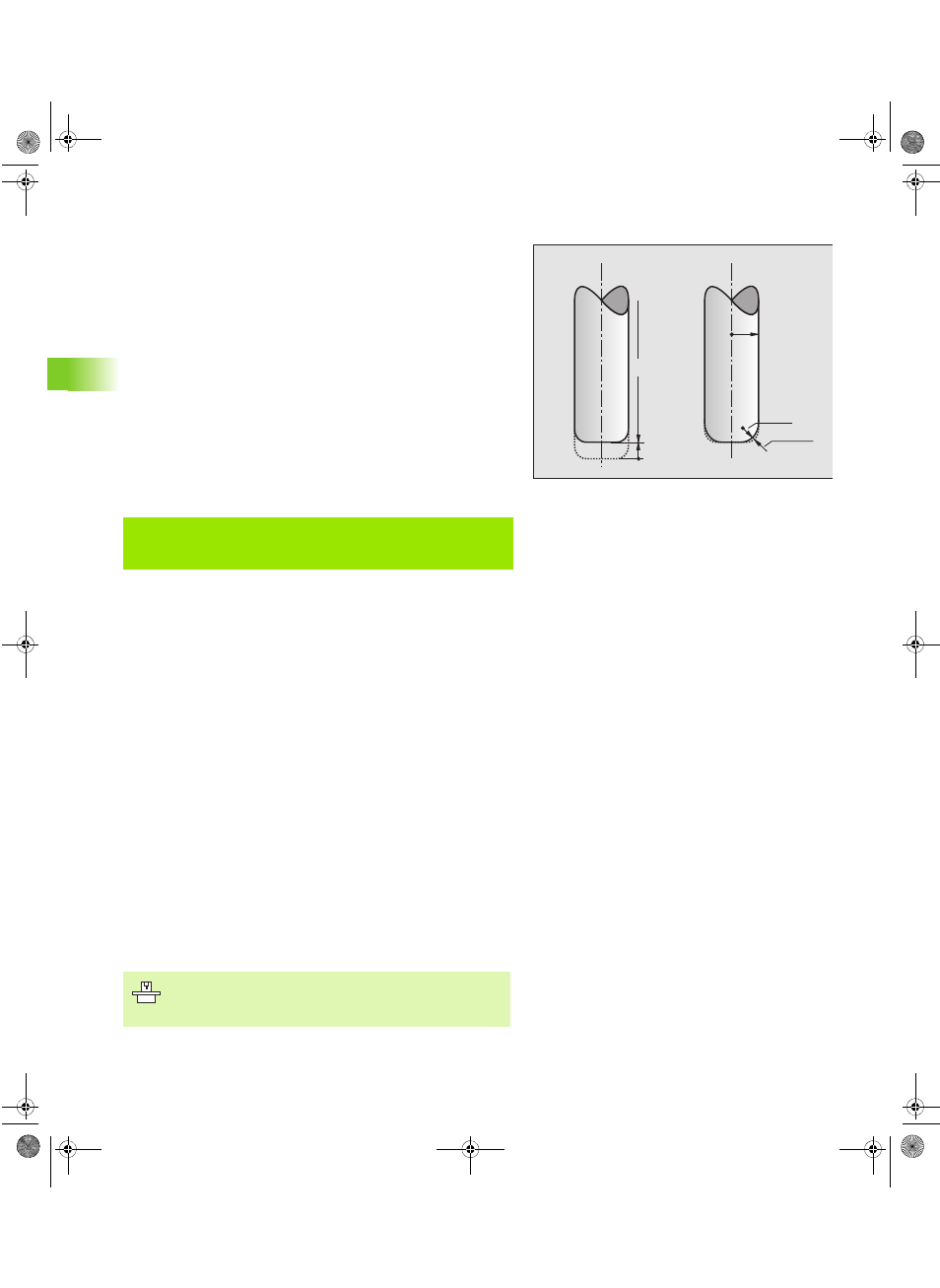
Używanie innych narz dzi: wartości delta
Jeśli używamy narz dzi, które posiadaj inne wymiary niż
przewidziane pierwotnie narz dzia, to prosz wprowadzić różnic
długości i promieni jako wartości delta do tabeli narz dzi lub do
wywołania narz dzia TOOL CALL:
Dodatnia wartość delta DL, DR, DR2: Wymiary narz dzia s
wi ksze niż wymiary narz dzia oryginalnego (naddatek)
Ujemna wartość delta DL, DR, DR2: Wymiary narz dzia s
mniejsze niż wymiary narz dzia oryginalnego (niedomiar)
TNC koryguje potem położenie narz dzia o sum wartości delta z
tabeli narz dzi i bloku wywoływania narz dzi.
3D korekcja bez ustawienia narz dzia
TNC przesuwa narz dzie w kierunku normalnych płaszczyznowych o
wartość równ sumie wartości delta (tabela narz dzi i TOOL CALL).
Przykład: Format bloku z normalnymi powierzchni
Posuw F i funkcja dodatkowa M mog zostać wprowadzone i
zmienione w rodzaju pracy Program wprowadzić do pami ci/edycja.
Współrz dne punktu końcowego prostej i komponenty normalnych
płaszczyznowych musz być zadane przez CAD system.
Face Milling: 3D korekcja bez i z ustawieniem
narz dzia
TNC przesuwa narz dzie w kierunku normalnych płaszczyznowych o
wartość równ sumie wartości delta (tabela narz dzi i TOOL CALL).
Przy aktywnym M128 (patrz „Zachować pozycj ostrza narz dzia
przy pozycjonowaniu osi wahań (TCPM*): M128”, strona 198) TNC
trzyma narz dzie prostopadle do konturu przedmiotu, jeśli w LN
bloku nie jest określona orientacja narz dzia.
Jeśli w LN bloku zdefiniowano ustawienie narz dzia, to TNC
pozycjonuje osie obrotu maszyny automatycznie w taki sposób, że
narz dzie osi ga zadane ustawienie.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ
0,8764339 F1000 M3
LN:
Prosta z 3D korekcj
X, Y, Z:
Skorygowane współrz dne punktu końcowego prostej
NX, NY, NZ: Komponenty normalnych płaszczyznowych
F:
Posuw
M:
Funkcja dodatkowa
TNC mnie może na wszystkich maszynach
pozycjonować automatycznie osie obrotu. Prosz
zwrócić uwag na podr cznik obsługi maszyny.
BHB430.BOOK Seite 118 Dienstag, 27. Juni 2006 1:29 13