1 prac a z cyklami – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 234
HEIDENHAIN TNC 426, TNC 430
207
8.1
Prac
a z cyklami
NC bloki przykładowe
7 CYKL DEF 200 WIERCENIE
Q200=2 ;BEZPIECZNA WYSOKOŚĆ
Q201= 20 ;GŁ BOKOŚĆ
Q206=150 ;POSUW DOSUWU NA GŁ B.
Q202=5 ;GŁ BOKOŚĆ DOSUWU
Q210=0 ;PRZERWA CZAS.
Q203=+0 ;WSPÓŁ. POWIERZCHNI
Q204=50 ;2 GA BEZPIECZNA WYSOKOŚĆ
Q211=0.25 ;PRZERWA CZAS. NA DOLE
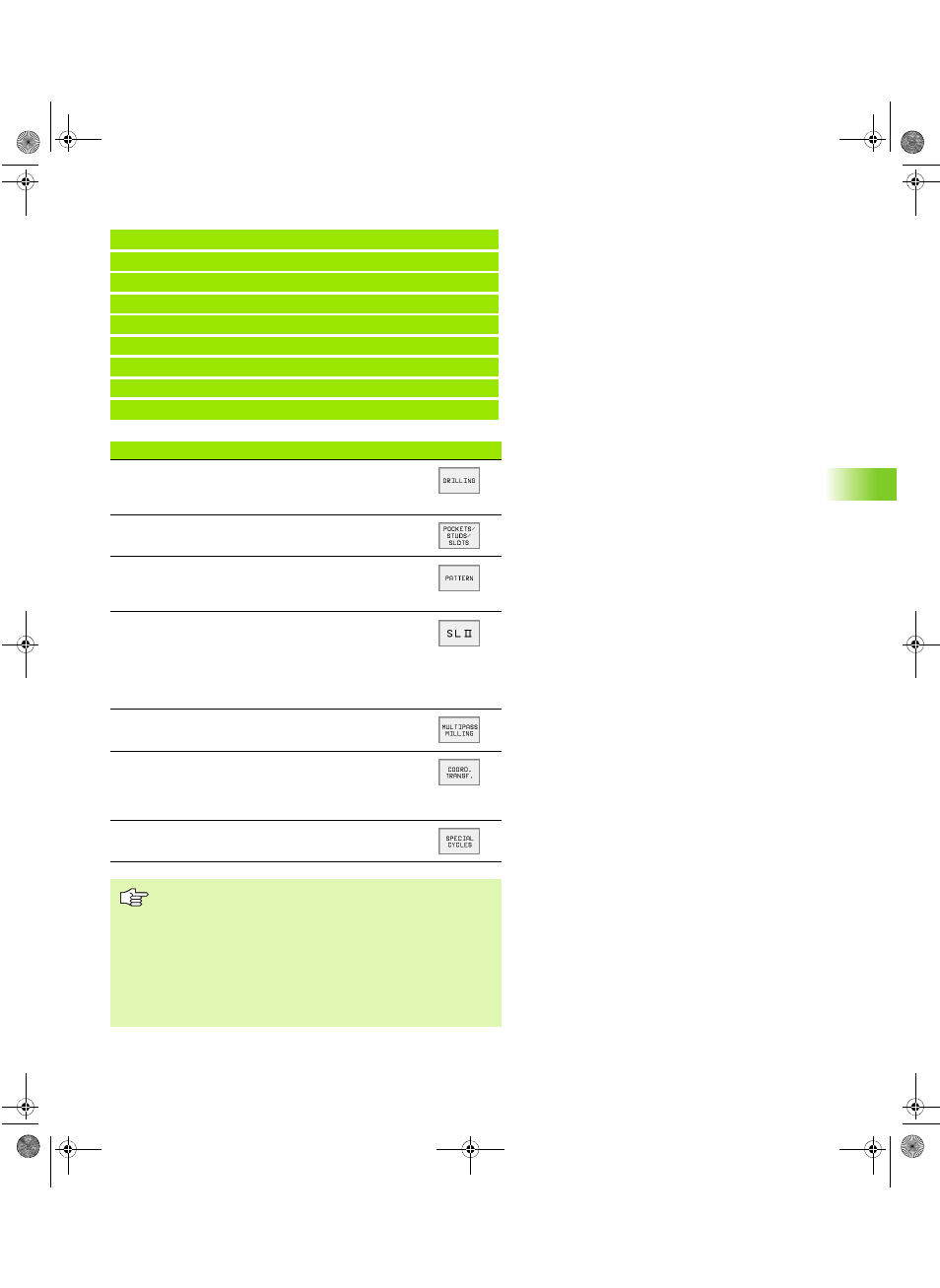
Grupa cykli
Softkey
Cykle dla wiercenia gł bokiego, dokładnego
rozwiercania otworu wytaczania, pogł biania,
gwintowania, ci cia gwintów i frezowania gwintów
Cykle dla frezowania kieszeni,czopów i rowków
wpustowych
Cykle dla wytwarzania regularnych wzorów
punktowych, np. okr g odwiertów lub powierzchnie z
wierceniami
SL cykle (Subcontur List/ lista podkonturów), przy
pomocy których bardziej skomplikowane kontury
równolegle do konturu głównego zostaj obrabiane,
składaj ce si z kilku nakładaj cych si na siebie
cz ściowych konturów,interpolacja powierzchni
bocznej cylindra
Cykle do frezowania metod wierszowania równych
lub zwichrowanych w sobie powierzchni
Cykle dla przeliczania współrz dnych,przy pomocy
których dowolne kontury zostaj przesuni te,
obrócone, odbite w lustrzepowi kszone lub
pomniejszone
Cykle specjalne Przerwa czasowa, Wywołanie
programu, Orientacja wrzeciona i Tolerancja
Jeżeli w przypadku cykli obróbki z numerami wi kszymi
niż 200 używamy pośrednich przydziałów parametrów
(np. Q210 = Q1), to zmiana przydzielonego parametru
(np. Prosz w takich przypadkach zdefiniować
bezpośrednio parametr cyklu (np. Q210).
Aby móc odpracować cykle obróbki 1 do 17 na starszych
modelach TNC sterowań, należy zaprogramować przy
Bezpiecznej wysokości i przy Gł bokości dosuwu
dodatkowo ujemny znak liczby.
BHB430.BOOK Seite 207 Dienstag, 27. Juni 2006 1:29 13