Przeszlifowanie naroży: m90 – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 212
HEIDENHAIN TNC 426, TNC 430
185
7.4 Funkcje dodatkowe dla zachowania
si narzdzi na torze kształtowym
7.4 Funkcje dodatkowe dla
zachowania si narz dzi na
torze kształtowym
Przeszlifowanie naroży: M90
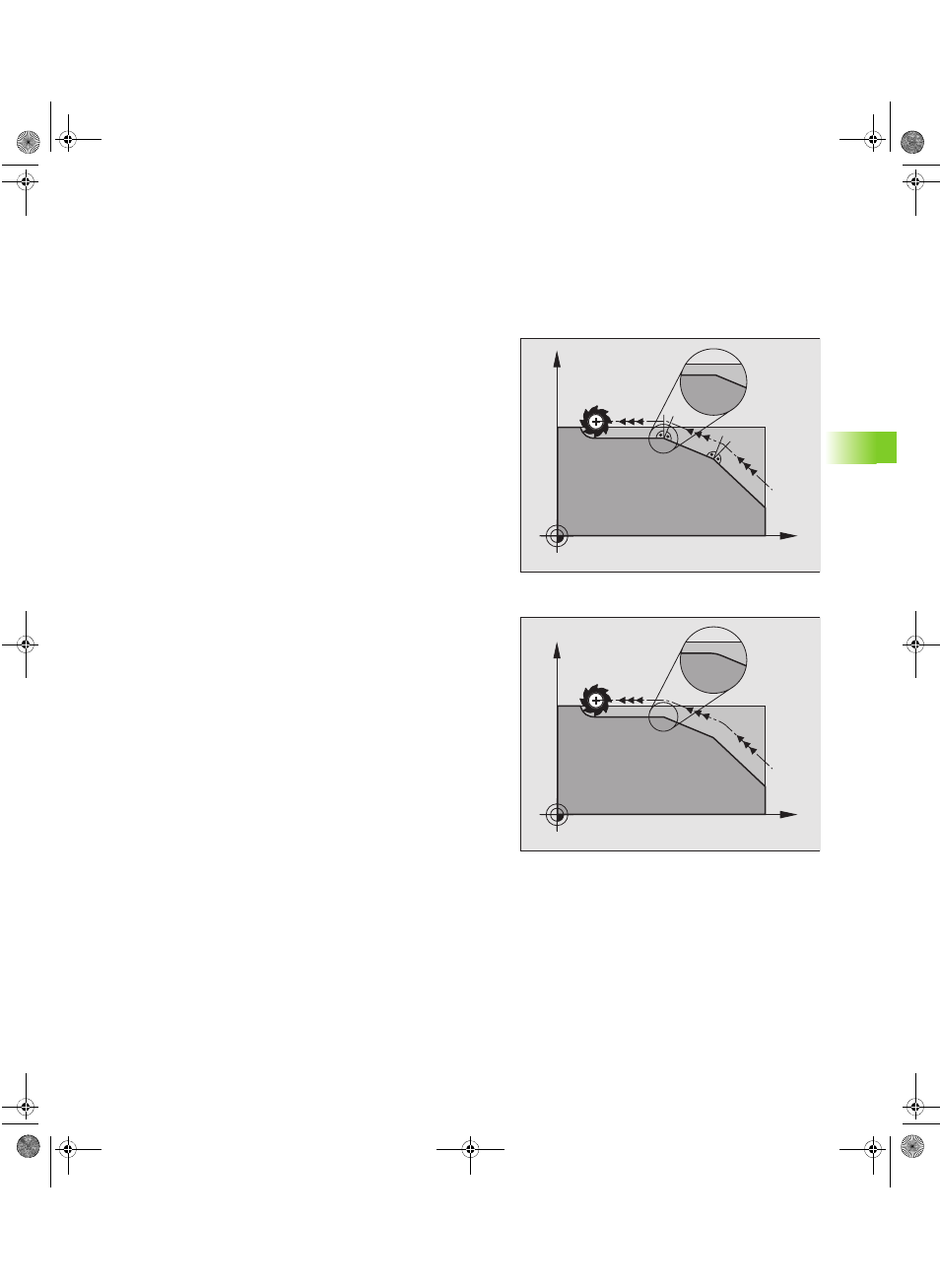
Post powanie standardowe
TNC zatrzymuje w blokach pozycjonowania bez korekcji promienia
narz dzia dane narz dzie na krótko przy narożach (zatrzymanie
dokładnościowe).
W przypadku bloków programowania z korekcj promienia (RR/RL)
TNC wł cza na narożach zewn trznych automatycznie okr g
przejściowy.
Post powanie z M90
Narz dzie zostaje prowadzone na narożnych przejściach ze stał
pr dkości torow : Przeszlifować naroża i powierzchnia
obrabianego przedmiotu b dzie gładsza. Dodatkowo skraca si
czas obróbki. Patrz rysunek po prawej stronie na środku.
Przykład zastosowania: Powierzchnie składaj ce si z krótkich
prostych odcinków.
Działanie
M90 działa tylko w tym bloku programowym, w którym jest M90
zaprogramowana.
M90 zadziała na pocz tku bloku. Praca z odst pem opóźnienia
(odst p stanowi cy różnic pomi dzy pozycj rzeczywist i zadan
narz dzia w danym momencie) musi być wybrana.
X
Y
X
Y
BHB430.BOOK Seite 185 Dienstag, 27. Juni 2006 1:29 13