HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 304
HEIDENHAIN TNC 426, TNC 430
277
8.4 Cykle dla fr
ezowania kiesze
ni,czopów i r
o
wków wpustowych
8
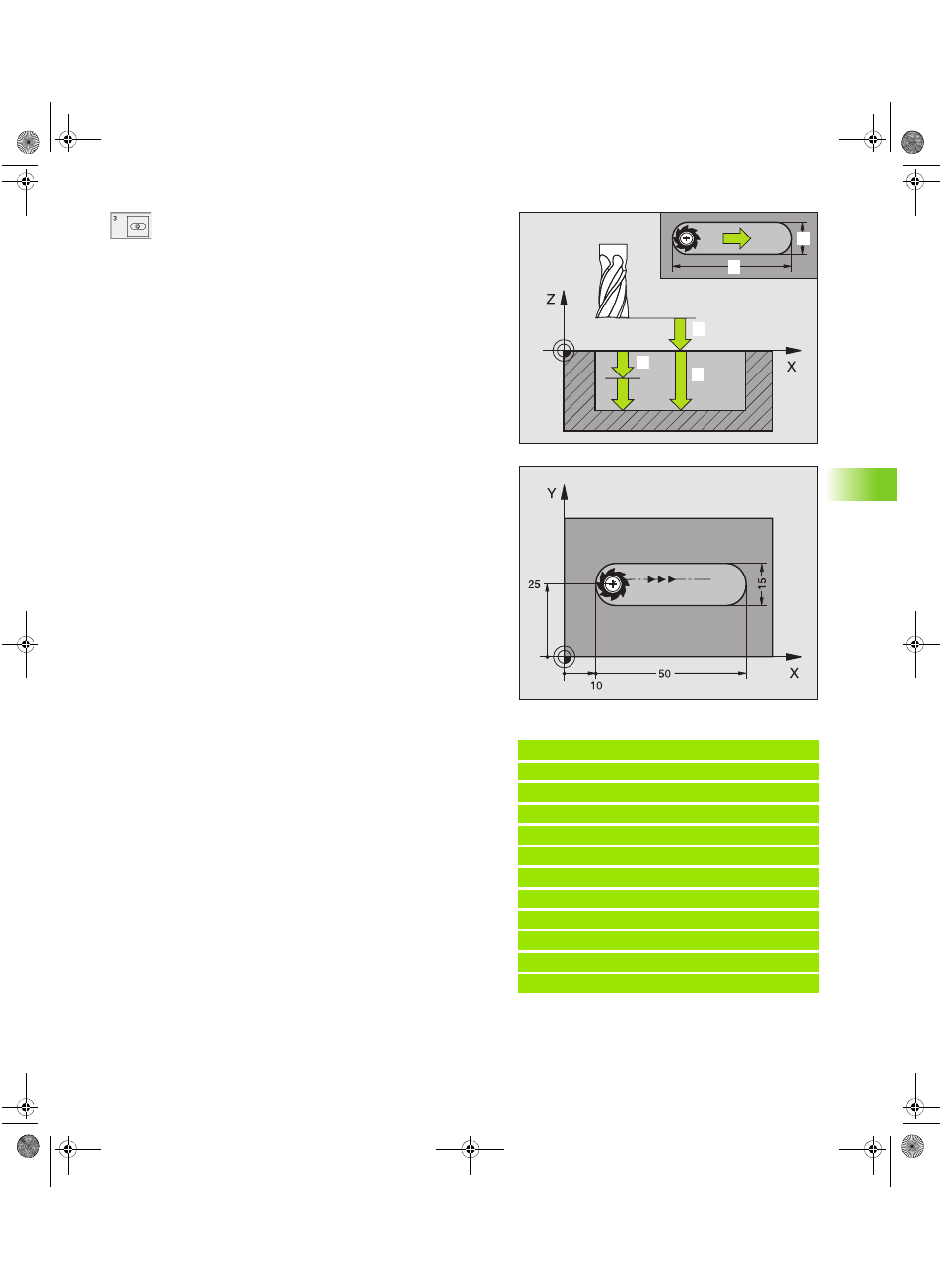
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia (pozycja startu) –
powierzchnia obrabianego przedmiotu
8
Gł bokość frezowania
2
(przyrostowo): Odst p
powierzchnia obrabianego przedmiotu – dno
kieszeni
8
Gł bokość dosuwu
3
(przyrostowo): Wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te; TNC
zjeżdża jednym chodem roboczym na gł bokość
jeśli:
Gł bokość dosuwu i gł bokość s sobie równe
Gł bokość dosuwu jest wi ksza niż gł bokość
8
Posuw wgł bny: Pr dkość przemieszczenia przy
nacinaniu
8
1 sza długość kraw dzi bocznej
4
: Długość
rowka, 1. kierunek przejścia określić poprzez znak
liczby
8
2 ga długość kraw dzi bocznej
5
: Szerokość
rowka
8
Posuw F: Pr dkość przemieszczenia narz dzia na
płaszczyźnie obróbki
Przykład: NC bloki
9 L Z+100 R0 FMAX
10 TOOL DEF 1 L+0 R+6
11 TOOL CALL 1 Z S1500
12 CYKL DEF 3.0 FREZOWANIE ROWKÓW
13 CYKL DEF 3.1 ODST 2
14 CYCL DEF 3.2 GŁ BOKOŚĆ 15
15 CYCL DEF 3.3 DOSUW 5 F80
16 CYKL DEF 3.4 X50
17 CYKL DEF 3.5 Y15
18 CYKL DEF 3.6 F120
19 L X+16 Y+25 R0 FMAX M3
20 L Z+2 M99
12
13
14
15
1
BHB430.BOOK Seite 277 Dienstag, 27. Juni 2006 1:29 13