Frezowanie metod wierszowania (cykl 230), 7 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 345
318
8 Programowanie: Cykle
8.7 Cykle dla fr
ezowania metod wier
szowania
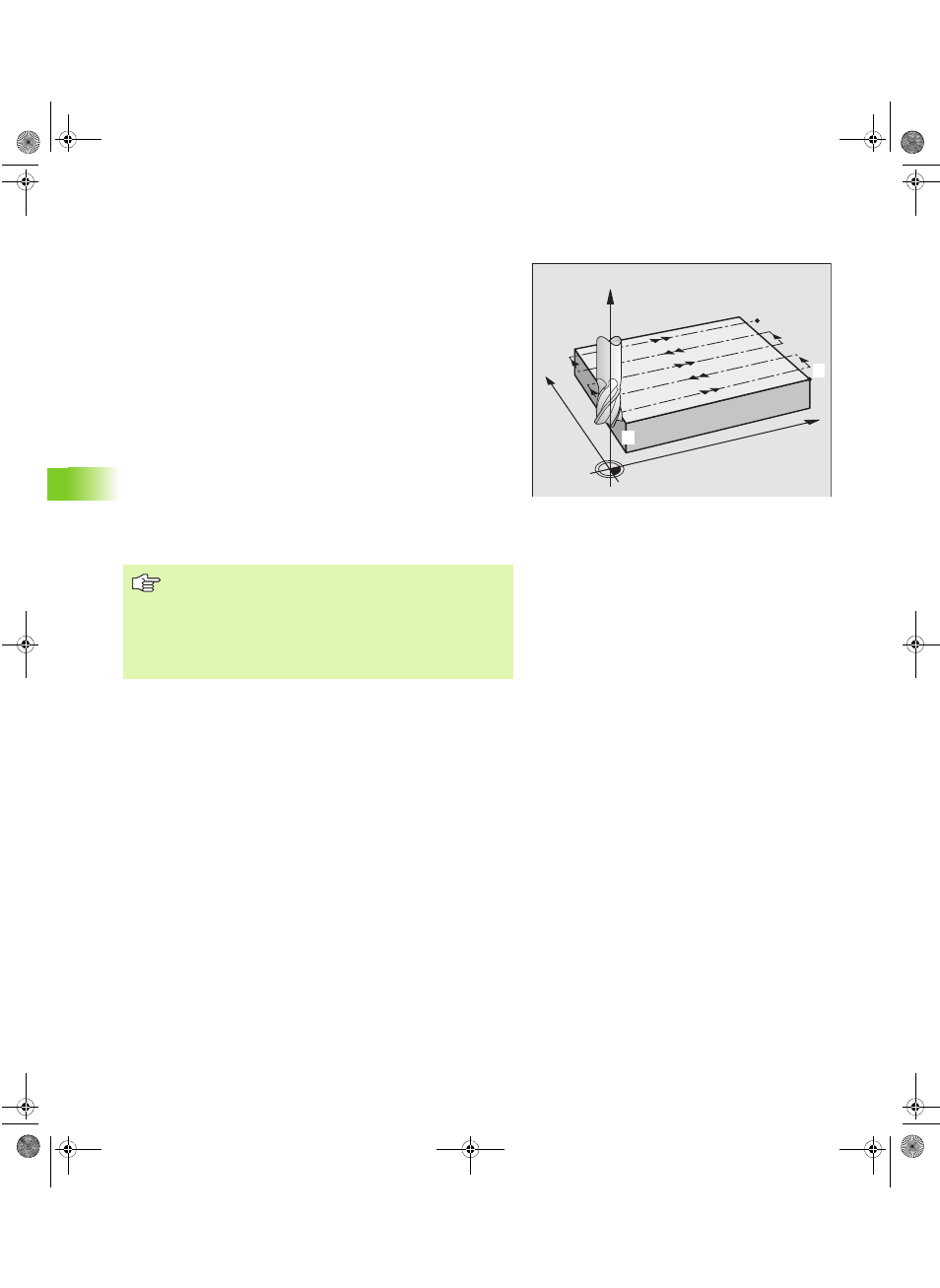
FREZOWANIE METOD WIERSZOWANIA
(cykl 230)
1
TNC pozycjonuje narz dzie na biegu szybkim FMAX z aktualnej
pozycji na płaszczyźnie obróbki do punktu startu
1
; TNC
przesuwa narz dzie przy tym o wartość promienia narz dzia na
lewo i w gór
2
Nast pnie narz dzie przemieszcza si z FMAX w osi wrzeciona na
Bezpieczn wysokość i potem z posuwem dosuwu wgł bnego na
zaprogramowan pozycj startu w osi wrzeciona
3
Nast pnie narz dzie przemieszcza si z zaprogramowanym
posuwem frezowania do punktu końcowego
2
; punkt końcowy
TNC oblicza z zaprogramowanego punktu startu,
zaprogramowanej długości i promienia narz dzia
4
TNC przesuwa narz dzie z posuwem frezowania poprzecznie do
punktu startu nast pnego wiersza; TNC oblicza przesuni cie z
zaprogramowanej szerokości i liczby ci ć (przejść)
5
Potem narz dzie powraca w kierunku ujemnym 1 szej osi
6
Frezowanie wierszowaniem powtarza si , aż wprowadzona
powierzchnia zostanie całkowicie obrobiona
7
Na koniec TNC przemieszcza narz dzie z FMAX z powrotem na
Bezpieczn wysokość
X
Y
Z
11
12
Prosz uwzgl dnić przed programowaniem
TNC pozycjonuje narz dzie z aktualnej pozycji najpierw
na płaszczyźnie obróbki i nast pnie w osi wrzeciona do
punktu startu.
Tak wypozycjonować narz dzie, aby nie mogło dojść do
kolizji z przedmiotem lub mocowadłami.
BHB430.BOOK Seite 318 Dienstag, 27. Juni 2006 1:29 13