Wzory punktowe na okr gu (cykl 220), 5 cykle dla wytwarza nia wzorów punktowych – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 312
HEIDENHAIN TNC 426, TNC 430
285
8.5 Cykle dla wytwarza
nia wzorów punktowych
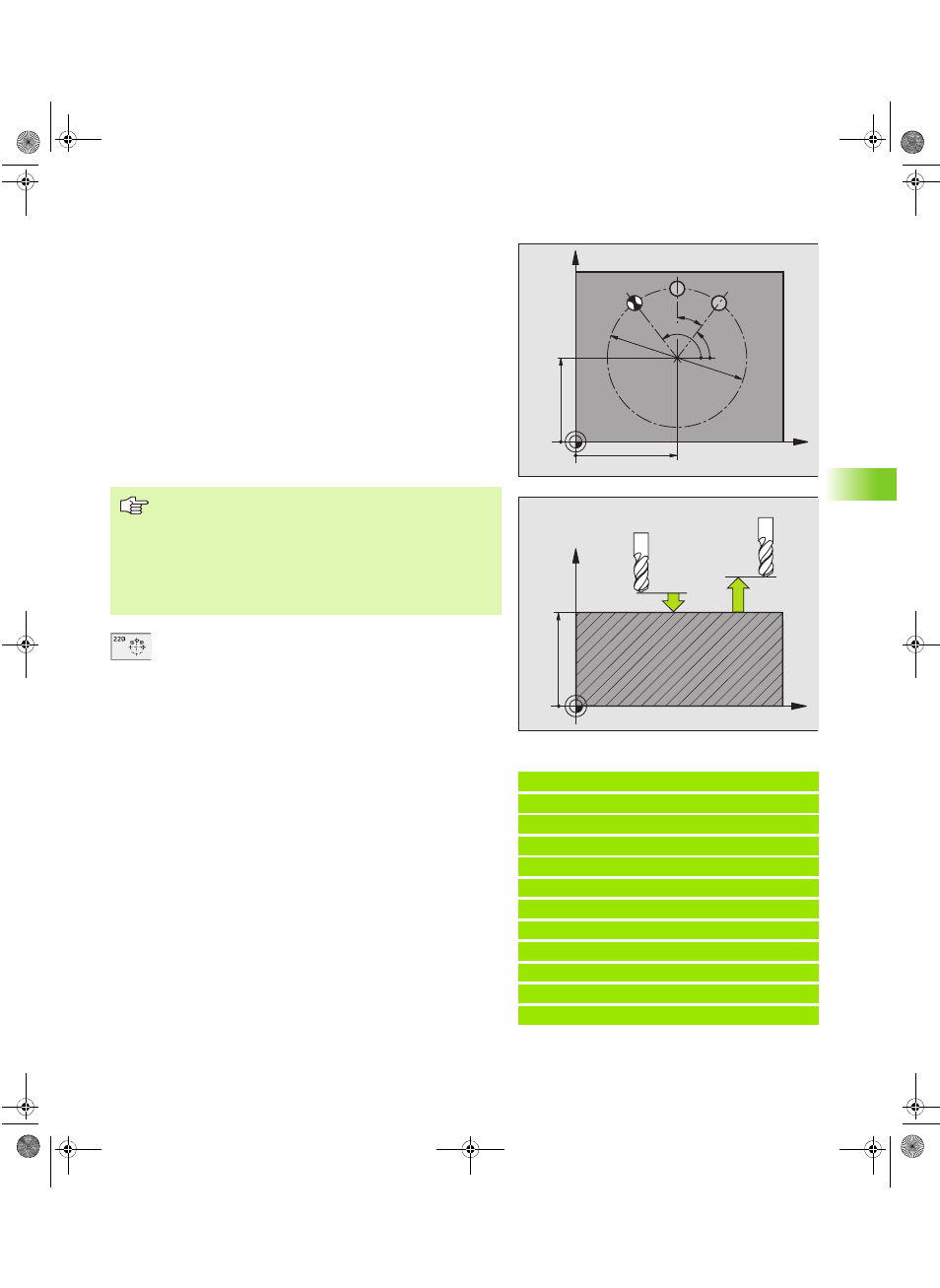
WZORY PUNKTOWE NA OKR GU (cykl 220)
1
TNC pozycjonuje narz dzie na biegu szybkim od aktualnej pozycji
do punktu startu pierwszej obróbki.
Kolejność:
2. Bezpieczn wysokość najechać (oś wrzeciona)
Punkt startu na płaszczyźnie obróbki najechać
Przemieszczenie na Bezpieczn wysokość nad powierzchni
obrabianego przedmiotu (oś wrzeciona)
2
Od tej pozycji TNC wykonuje ostatnio zdefiniowany cykl obróbki
3
Nast pnie TNC pozycjonuje narz dzie ruchem po prostej do
punktu startu nast pnej obróbki; narz dzie znajduje si w tym
czasie na Bezpiecznej wysokości (lub 2 giej Bezpiecznej
wysokości)
4
Ta operacja (1 do 3) powtarza si , aż wszystkie operacje obróbki
zostan wykonane
8
Srodek 1 szej osi Q216 (absolutnie): Punkt
środkowy wycinka koła w osi głównej płaszczyzny
obróbki
8
Srodek 2 szej osi Q217 (absolutnie): Punkt
środkowy wycinka koła w osi pomocniczej
płaszczyzny obróbki
8
średnica wycinka koła Q244: średnica wycinka
koła
8
K t startu Q245 (absolutnie): K t pomi dzy osi
główn płaszczyzny obróbki i punktem startu
pierwszej obróbki na wycinku koła
8
K t końcowy Q246 (absolutnie): K t pomi dzy osi
główn płaszczyzny obróbki i punktem startu
ostatniej obróbki na wycinku koła (nie obowi zuje
dla koła pełnego); wprowadzić k t końcowy nie
równy k towi startu; jeśli wprowadzono k t końcowy
wi kszym niż k t startu, to obróbka w ruchu
przeciwnym do RWZ, w innych przypadkach zgodnie
z RWZ
Przykład: NC bloki
53 CYCL DEF 220 SZABLON KOŁOWY
Q216=+50 ;ŚRODEK 1 SZEJ OSI.
Q217=+50 ;ŚRODEK 2 GIEJ OSI
Q244=80 ;ŚREDNICA WYCINKA KOŁA
Q245=+0 ;K T STARTU
Q246=+360 ;K T KOŃCOWY
Q247=+0 ;KROK K TA
Q241=8 ;LICZBA POWTÓRZEŃ
Q200=2 ;BEZPIECZNA WYSOKOŚĆ
Q203=+30 ;WSPÓŁ. POWIERZCHNI
Q204=50 ;2 GA BEZPIECZNA WYSOKOŚĆ
Q301=1 ;ODJAZD NA BEZP. WYSOKOŚĆ
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Prosz uwzgl dnić przed programowaniem
Cykl 220 jest DEF aktywny, to znaczy cykl 220 wywołuje
automatycznie ostatnio zdefiniowany cykl obróbki.
Jeżeli kombinujemy jeden z cykli obróbki od 200 do 208 i
212 do 215 z cyklem 220, to zadziałaj : bezpieczna
wysokość, powierzchnia obrabianego przedmiotu i 2 ga
bezpieczna wysokość z cyklu 220.
BHB430.BOOK Seite 285 Dienstag, 27. Juni 2006 1:29 13