4 trójwymiarowa korekcja narz dzia, Wst p – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 143
116
5 Programowanie: Narz dzia
5.4 T
rójwymiar
owa kor
ekcja narzdzia
5.4 Trójwymiarowa korekcja
narz dzia
Wst p
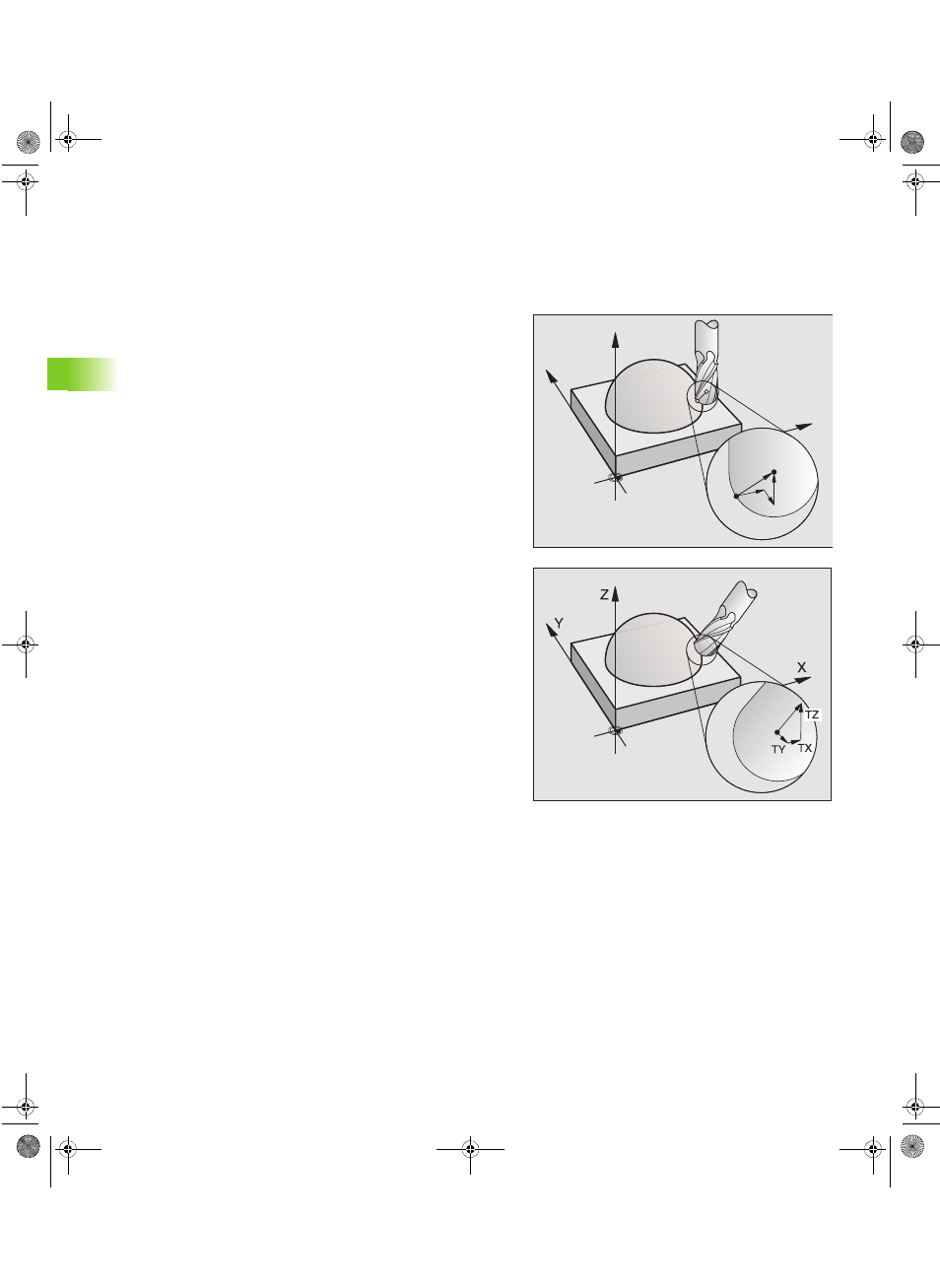
TNC może wypełniać trójwymiarow korekcj narz dzi (3D
korekcja) dla zapisów obróbki po prostych. Oprócz współrz dnych
X,Y i Z punktu końcowego prostej, musz te bloki zawierać także
komponenty NX, NY i NZ wektora normalnej płaszczyznowej (patrz
rysunek po prawej stronie u góry i objaśnienie niżej na tej stronie).
Jeśli chcemy oprócz tego przeprowadzić ustawienie narz dzia lub
trójwymiarow korekcj promienia, musz te bloki zawierać
dodatkowo znormowany wektor z komponentami TX, TY i TZ, który
określa ustawienie narz dzia (patrz rysunek po prawej stronie na
środku).
Punkt końcowy prostej, komponenty normalnych płaszczyznowych i
komponenty dla ustawienia narz dzia musz zostać obliczone przez
CAD system.
Możliwości zastosowania
Zastosowanie narz dzi z wymiarami, które nie zgadzaj si z
obliczonymi przez CAD system wymiarami (3D korekcja bez
definicji ustawienia narz dzia)
Face Milling Korekcja geometrii freza w kierunku normalnych
płaszczyznowych (3D korekcja bez i z definicj ustawienia
narz dzia). Obróbka skrawaniem nast puje w pierwszej linii przy
pomocy strony czołowej narz dzia
Peripheral Milling Korekcja promienia freza prostopadle do
kierunku ruchu i prostopadle do kierunku ustawienia narz dzia
(trójwymiarowa korekcja promienia z definicj ustawienia
narz dzia). Obróbka skrawaniem nast puje w pierwszej linii przy
pomocy powierzchni bocznej narz dzia
Z
Y
X
P
T
NZ
P
NX
NY
BHB430.BOOK Seite 116 Dienstag, 27. Juni 2006 1:29 13