Współczynnik posuwu dla ruchów pogł biania: m103 – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 214
HEIDENHAIN TNC 426, TNC 430
187
7.4 Funkcje dodatkowe dla zachowania
si narzdzi na torze kształtowym
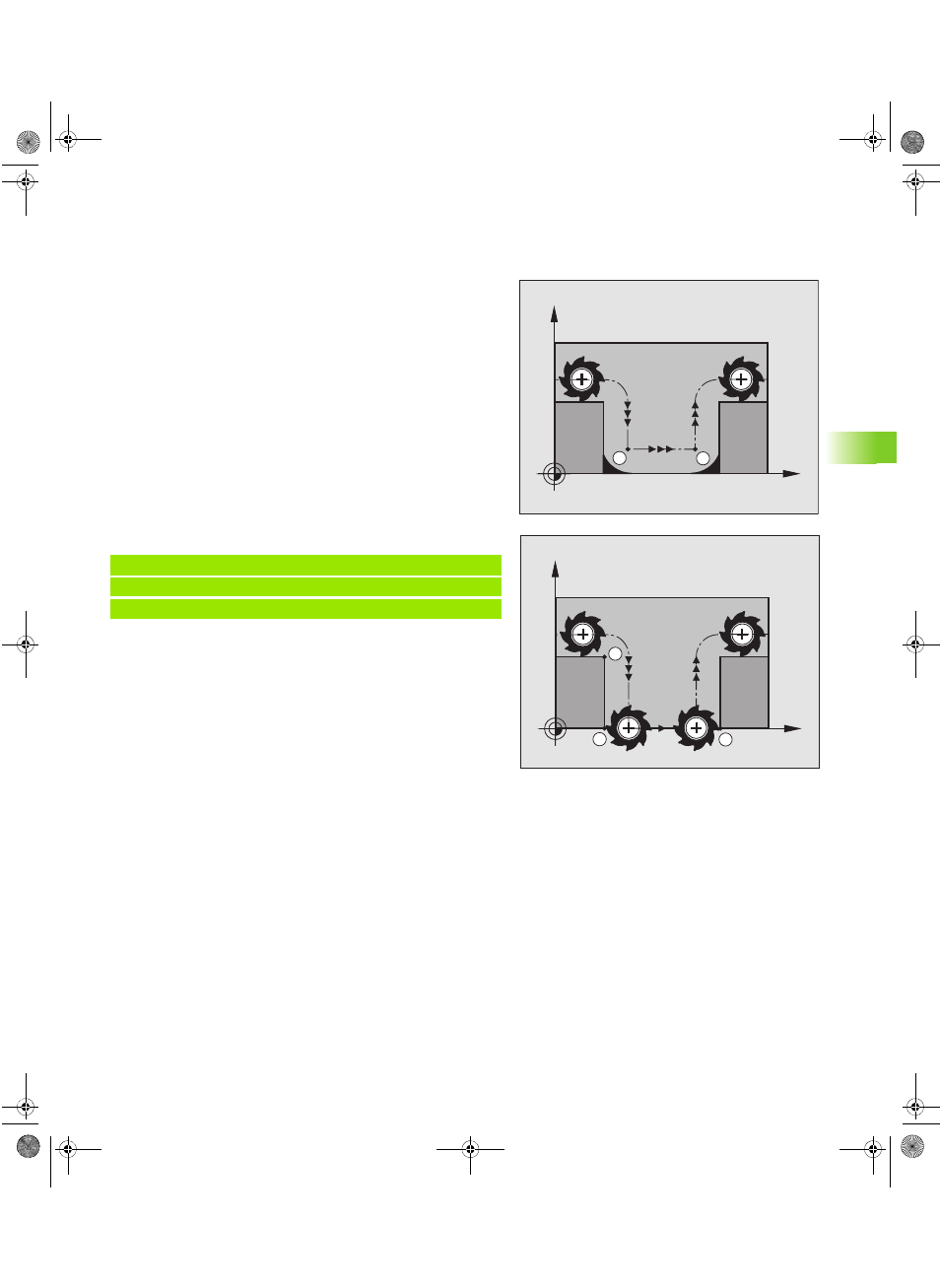
Otwarte naroża konturu obrabiać kompletnie
na gotowo: M98
Post powanie standardowe
Post powanie standardowe TNC ustala na narożach wewn trznych
punkt przeci cia torów freza i przemieszcza narz dzie od tego
punktu w nowym kierunku.
Jeśli kontur jest otwarty na narożach, to prowadzi to do
niekompletnej obróbki:
Post powanie z M98
Przy pomocy funkcji dodatkowej M98 TNC przemieszcza tak daleko
narz dzie, że każdy punkt konturu zostaje rzeczywiście obrobiony:
Działanie
M98 działa tylko w tych zapisach programu, w których M98 jest
programowane.
M98 zadziała na końcu zapisu.
NC bloki przykładowe
Dosun ć narz dzie do konturu po kolei w punktach 10, 11 i 12:
Współczynnik posuwu dla ruchów
pogł biania: M103
Post powanie standardowe
TNC przemieszcza narz dzie niezależnie od kierunku ruchu z
ostatnio zaprogramowanym posuwem.
Post powanie z M103
TNC redukuje posuw na torze kształtowym, jeśli narz dzie przesuwa
si w kierunku ujemnym osi narz dzi. Posuw przy zanurzeniu FZMAX
zostaje obliczany z ostatnio zaprogramowanego posuwu FPROG i
współczynnika F%:
FZMAX = FPROG x F%
M103 wprowadzić
Jeśli do zapisu pozycjonowania zostaje wprowadzona M103, to TNC
prowadzi dalej dialog i zapytuje o współczynnik F.
Działanie
M103 zadziała na pocz tku bloku.
M103 anulować: M103 zaprogramować ponownie bez
współczynnika
10 L X ... Y... RL F
11 L X... IY... M98
12 L IX+ ...
X
Y
S
S
X
Y
11
12
10
BHB430.BOOK Seite 187 Dienstag, 27. Juni 2006 1:29 13