Osłona cylindra (cykl 27), 6 slcykle – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 330
HEIDENHAIN TNC 426, TNC 430
303
8.6 SLcykle
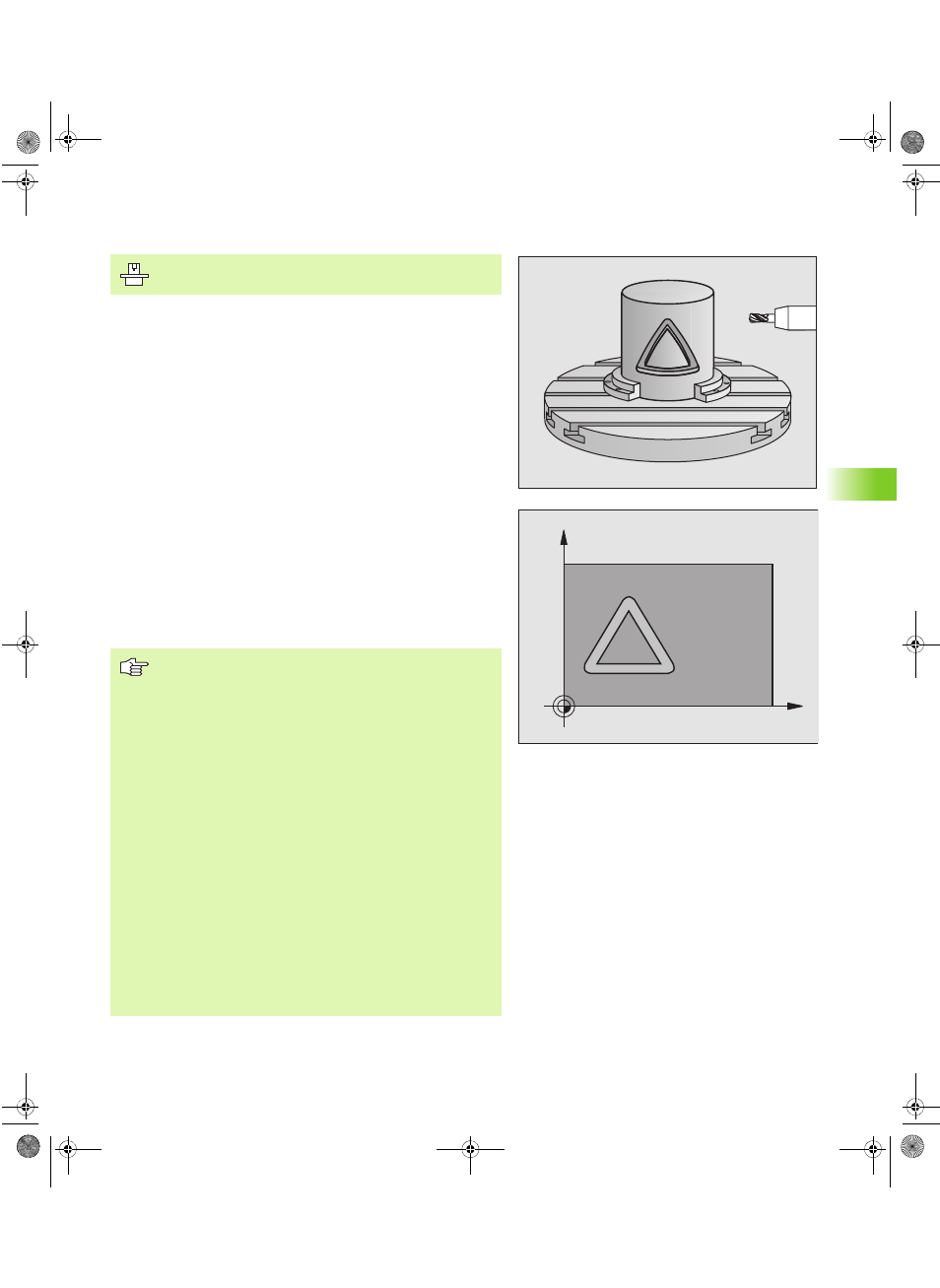
OSŁONA CYLINDRA (cykl 27)
Przy pomocy tego cyklu można przenieść zdefiniowany na
rozwini tym materiale kontur na osłon cylindra. Prosz używać
cyklu 28, jeśli chcemy frezować rowki prowadz ce na cylindrze.
Kontur prosz opisać w podprogramie, który zostanie ustalony
poprzez cykl 14 (KONTUR).
Podprogram zawiera współrz dne w jednej osi k towej(np. osi C) i
osi, przebiegaj cej równolegle do niej (np. osi wrzeciona). Jako
funkcje toru kształtowego znajduj si L, CHF, CR, RND, APPR (poza
APPR LCT) i DEP do dyspozycji.
Dane w osi k towej można wprowadzać do wyboru w stopniach lub w
mm (cale) (prosz ustalić w definicji cyklu).
1
TNC pozycjonuje narz dzie nad punktem wci cia; przy tym
uwzgl dniany jest naddatek na obróbk wykańczaj c z boku
2
Na pierwszej gł bokości dosuwu narz dzie frezuje z posuwem
frezowania Q12 kontur od wewn trz na zewn trz
3
Na końcu konturu TNC przemieszcza narz dzie na Bezpieczn
wysokość i z powrotem do punktu wci cia;
4
Kroki od 1 do 3 powtarzaj si , aż zostanie osi gni ta
zaprogramowana gł bokość frezowania Q1
5
Nast pnie narz dzie przemieszcza si na Bezpieczn wysokość
C
Z
Maszyna i TNC musz być przygotowane przez
producenta maszyn.
Prosz uwzgl dnić przed programowaniem
Pami ć dla SL cyklu jest ograniczona. W jednym SL
cyklu można zaprogramować np. maksymalnie 256
bloków prostych.
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
Używać frezu z tn cym przez środek z bem czołowym
(DIN 844).
Cylinder musi być zamocowany na środku stołu
obrotowego.
Oś wrzeciona musi przebiegać prostopadle do osi stołu
obrotowego. Jeśli tak nie jest, TNC wydaje meldunek o
bł dach.
Ten cykl można wykonywać także przy pochylonej
płaszczyźnie obróbki.
TNC sprawdza, czy skorygowany i nieskorygowany tor
narz dzia leży na obszarze wskazania osi obrotu (jest
zdefiniowany w parametrze maszynowym 810.x). W
przypadku komunikatu o bł dach „Bł d programowania
konturu“ ustawić MP 810.x = 0.
BHB430.BOOK Seite 303 Dienstag, 27. Juni 2006 1:29 13