HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 184
HEIDENHAIN TNC 426, TNC 430
157
6.5 Ruchy po torze kształto
wym– współrzdne biegunowe
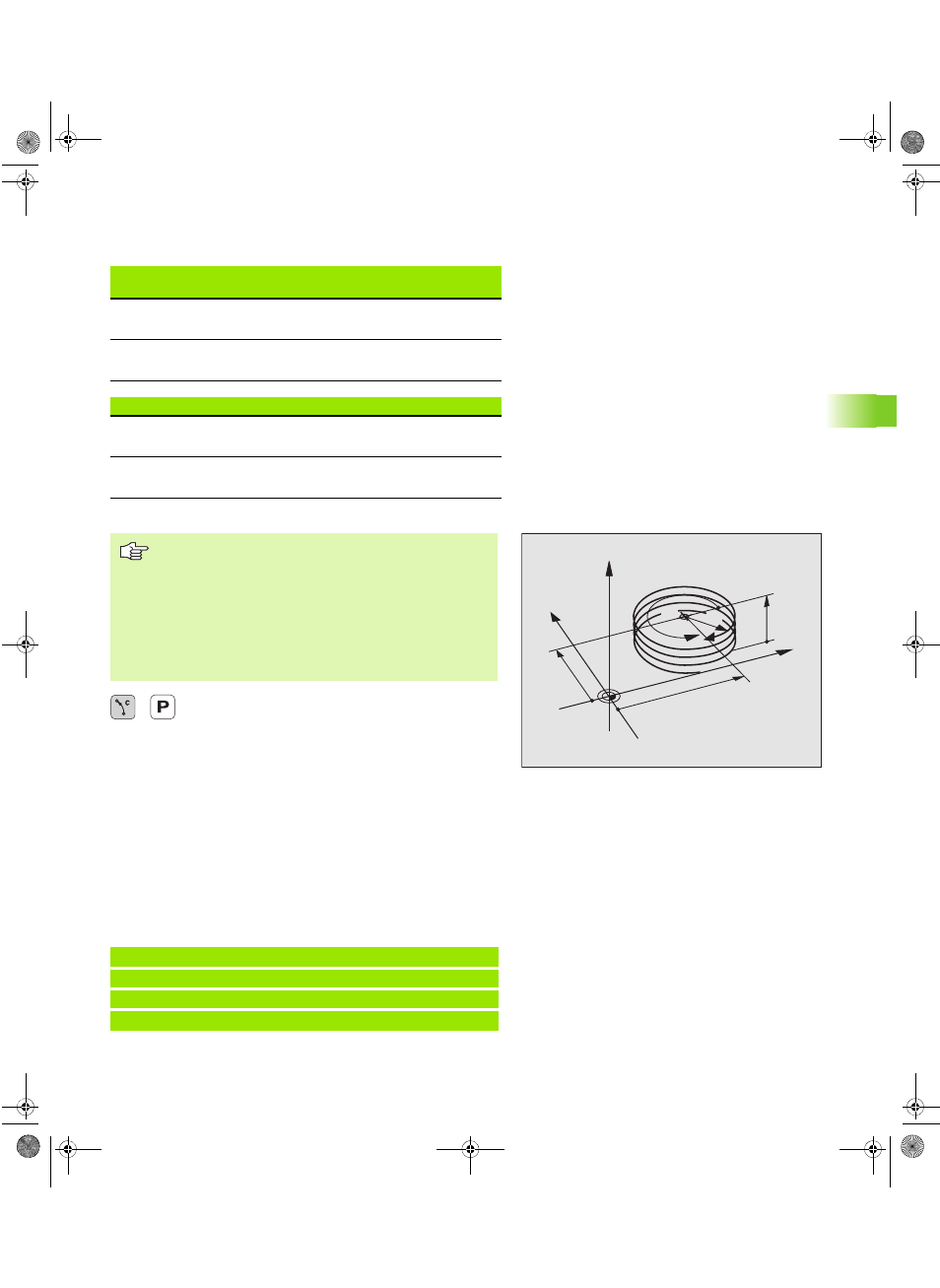
Forma linii śrubowej
Tabela pokazuje stosunek pomi dzy kierunkiem pracy, kierunkiem
obrotu i korekcj promienia dla określonych form toru kształtowego.
Lini śrubow programować
8
Współrz dne biegunowe k t: Wprowadzić k t
całkowity przyrostowo, pod którym porusza si
narz dzie po linii śrubowej. Po wprowadzeniu k ta
prosz wybrać oś narz dzi przy pomocy
klawisza wyboru osi.
8
Wprowadzić współrz dn dla wysokości linii
śrubowej przy pomocy wartości inkrementalnych
8
Kierunek obrotu DR
Kierunek obróbki w kierunku ruchu wskazówek
zegara: DR–
Obrót w kierunku przeciwnym do ruchu wskazówek
zegara: DR+
8
Korekcja promienia RL/RR/R0
Wprowadzić korekcj promienia według tabeli
NC bloki przykładowe: Gwint M6 x 1 mm z 5 zwojami
Gwint
wewn trzny
Kierunekpracy
(obróbki)
Kierunek
obrotu
Korekcja
promienia
prawoskr tny
lewoskr tny
Z+
Z+
DR+
DR–
RL
RR
prawoskr tny
lewoskr tny
Z–
Z–
DR–
DR+
RR
RL
Gwint zewn trzny
prawoskr tny
lewoskr tny
Z+
Z+
DR+
DR–
RR
RL
prawoskr tny
lewoskr tny
Z–
Z–
DR–
DR+
RL
RR
Prosz wprowadzić kierunek obrotu DR i inkrementalny
(przyrostowy) k t całkowity IPA z tym samym znakiem
liczby, w przeciwnym razie narz dzie może
przemieszczać si po niewłaściwym torze.
Dla k ta całkowitego IPA można wprowadzić wartość
wynosz c –5400° do +5400°. Jeśli gwint ma wi cej niż
15 zwojów, to prosz zaprogramować lini śrubow w
powtórzeniu cz ści programu
(patrz „Powtórzenia cz ści programu”, strona 350)
12 CC X+40 Y+25
13 L Z+0 F100 M3
14 LP PR+3 PA+270 RL F50
15 CP IPA 1800 IZ+5 DR
Y
X
Z
25
40
5
270°
R3
CC
BHB430.BOOK Seite 157 Dienstag, 27. Juni 2006 1:29 13