8 cykle dla przeliczania współrz dnych, Przegl d, Skuteczność działania przeliczania współrz dnych – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 352
HEIDENHAIN TNC 426, TNC 430
325
8.8 Cykle dla przeliczania współrzdnych
8.8 Cykle dla przeliczania
współrz dnych
Przegl d
Przy pomocy funkcji przeliczania współrz dnych TNC może raz
zaprogramowany kontur w różnych miejscach obrabianego
przedmiotu wypełnić ze zmienionym położeniem i wielkości . TNC
oddaje do dyspozycji nast puj ce cykle przeliczania współrz dnych:
Skuteczność działania przeliczania
współrz dnych
Pocz tek działania: Przeliczanie współrz dnych zadziała od jego
definicji – to znaczy nie zostanie wywołane. Działa ono tak długo, aż
zostanie wycofane lub na nowo zdefiniowane.
Wycofanie przeliczania współrz dnych:
Na nowo zdefiniować cykl z wartościami dla funkcjonowania
podstawowego, np. współczynnik wymiarowy 1,0
Wypełnić funkcje M02, M30 lub blok END PGM (w zależności od
parametru maszynowego 7300)
Wybrać nowy program
Zaprogramować funkcj dodatkow M142 Usuwanie modalnych
informacji o programie
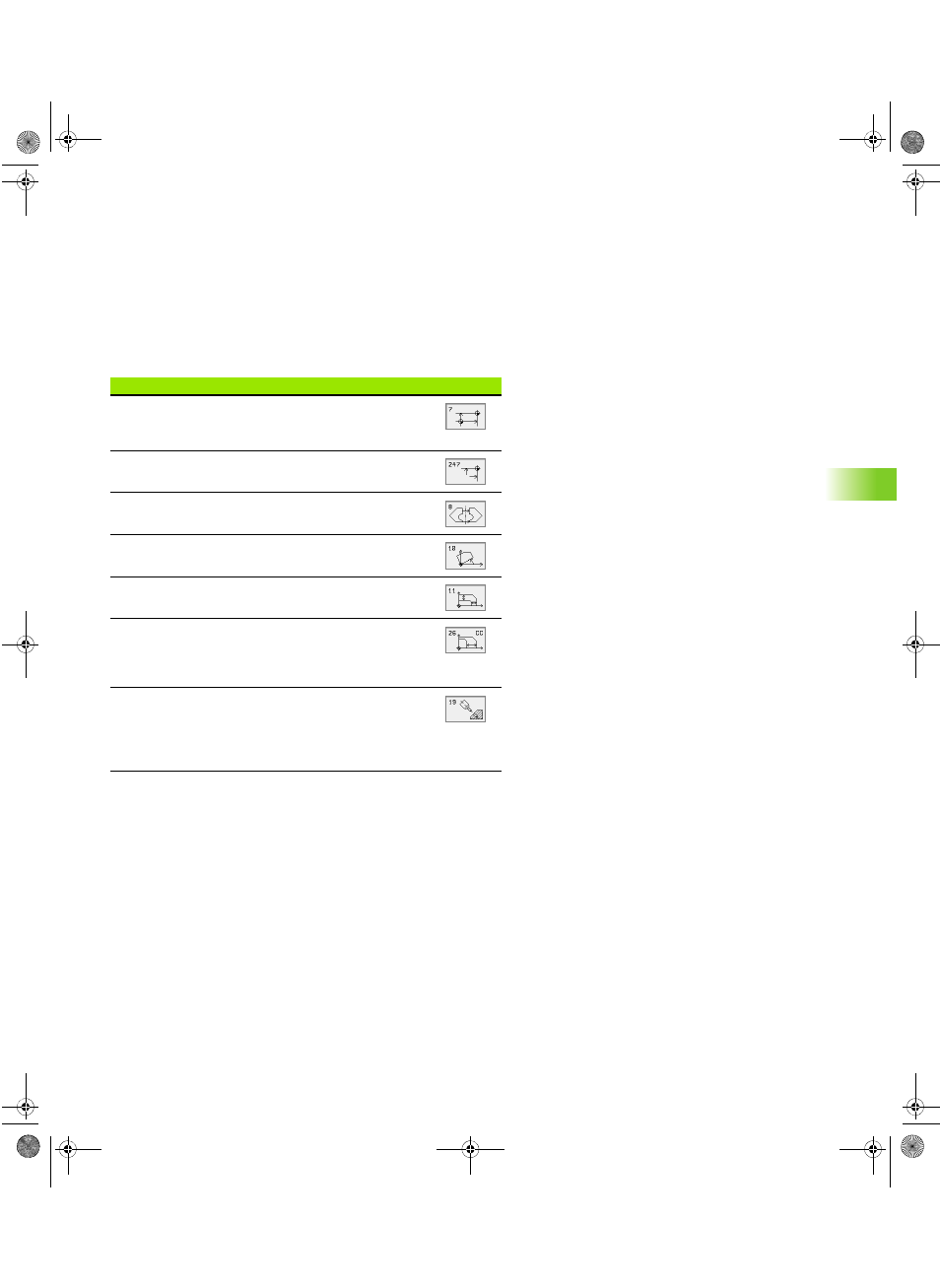
Cykl
Softkey
7 PUNKT ZEROWY
Przesuwanie konturów bezpośrednio w programie lub z
tabeli punktów zerowych
247 WYZNACZANIE PUNKTU ZEROWEGO
Wyznaczyć punkt zerowy podczas przebiegu programu
8 ODBICIE LUSTRZANE
Odbicie lustrzane konturów
10 OBRÓT
Obracanie konturów na płaszczyźnie obróbki
11 WSPÓŁCZYNNIK WYMIAROWY
Zmniejszanie lub powi kszanie konturów
26 SPECYFICZNY DLA OSI WSPÓŁCZYNNIK
WYMIAROWY
Zmniejszanie lub powi kszanie konturów ze
specyficznymi dla każdej osi współczynnikami wymiaru
19 PŁASZCZYZNA OBRÓBKI
Operacje obróbki przy nachylonym układzie
współrz dnych
przeprowadzić dla maszyn z głowicami odchylnymi
i/lub stołami obrotowymi
BHB430.BOOK Seite 325 Dienstag, 27. Juni 2006 1:29 13