Wiercenie wst pne (cykl 21), 6 slcykle – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 324
HEIDENHAIN TNC 426, TNC 430
297
8.6 SLcykle
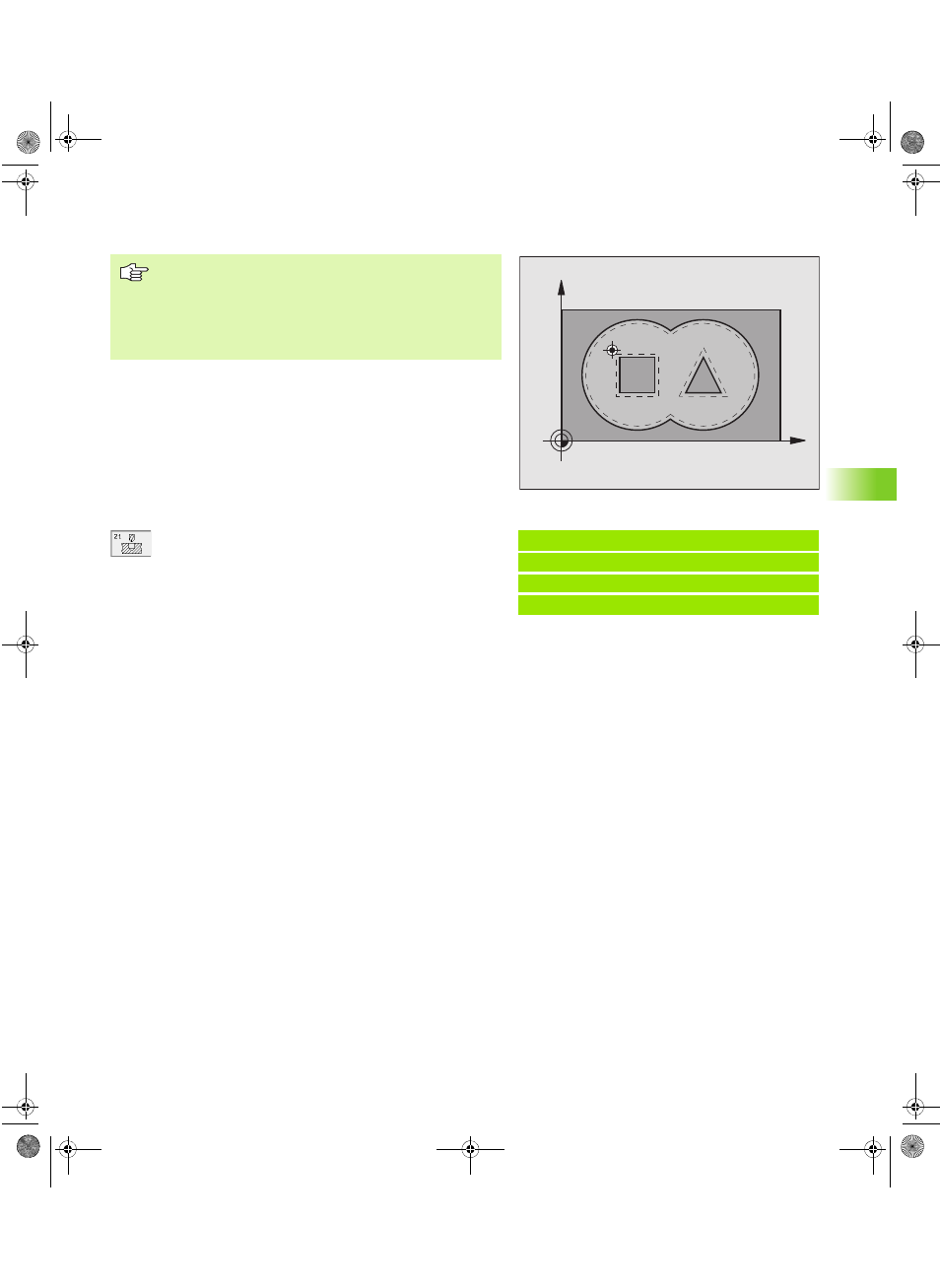
WIERCENIE WST PNE (cykl 21)
Przebieg cyklu
Jak cykl 1 Wiercenie gł bokie patrz „Cykle dla wiercenia,
gwintowania i frezowania gwintów”, strona 214.
Zastosowanie
Cykl 21 WIERCENIE WST PNE uwzgl dnia dla punktów wci cia w
materiał naddatek na obróbk wykańczaj c boczn i naddatek na
obróbk wykańczaj c na dnie, jak i promień narz dzia
przeci gaj cego. Punkty wci cia s jednocześnie punktami startu
przeci gania.
8
Gł bokość dosuwu Q10(przyrostowo): Wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te (znak
liczby przy ujemnym kierunku pracy „–“)
8
Posuw dosuwu wgł bnego Q11: Posuw wiercenia
w mm/min
8
Numer narz dzia przeci gania Q13:: Numer
narz dzia –narz dzia przeci gania
Przykład: NC bloki
58 CYKL DEF 21.0 WIERCENIE ZGRUBNE
Q10=+5 ;GŁ BOKOŚĆ DOSUWU
Q11=100 ;POSUW DOSUWU NA GŁ B.
Q13=1 ;ROWZWIERTAK
X
Y
TNC nie uwzgl dnia zaprogramowanej w bloku TOOL
CALL wartości delta DR dla obliczenia punktów wci cia w
materiał.
W w skich miejscach TNC nie może dokonać wiercenia
wst pnego czasami, przy pomocy narz dzia wi kszego
niż narz dzie do obróbki zgrubnej.
BHB430.BOOK Seite 297 Dienstag, 27. Juni 2006 1:29 13