Gwintowanie z uchwytem wyrównawczym (cykl 2) – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 258
HEIDENHAIN TNC 426, TNC 430
231
8.3 Cykle dla wier
cenia, gwin
towania i fr
ezowania gwintów
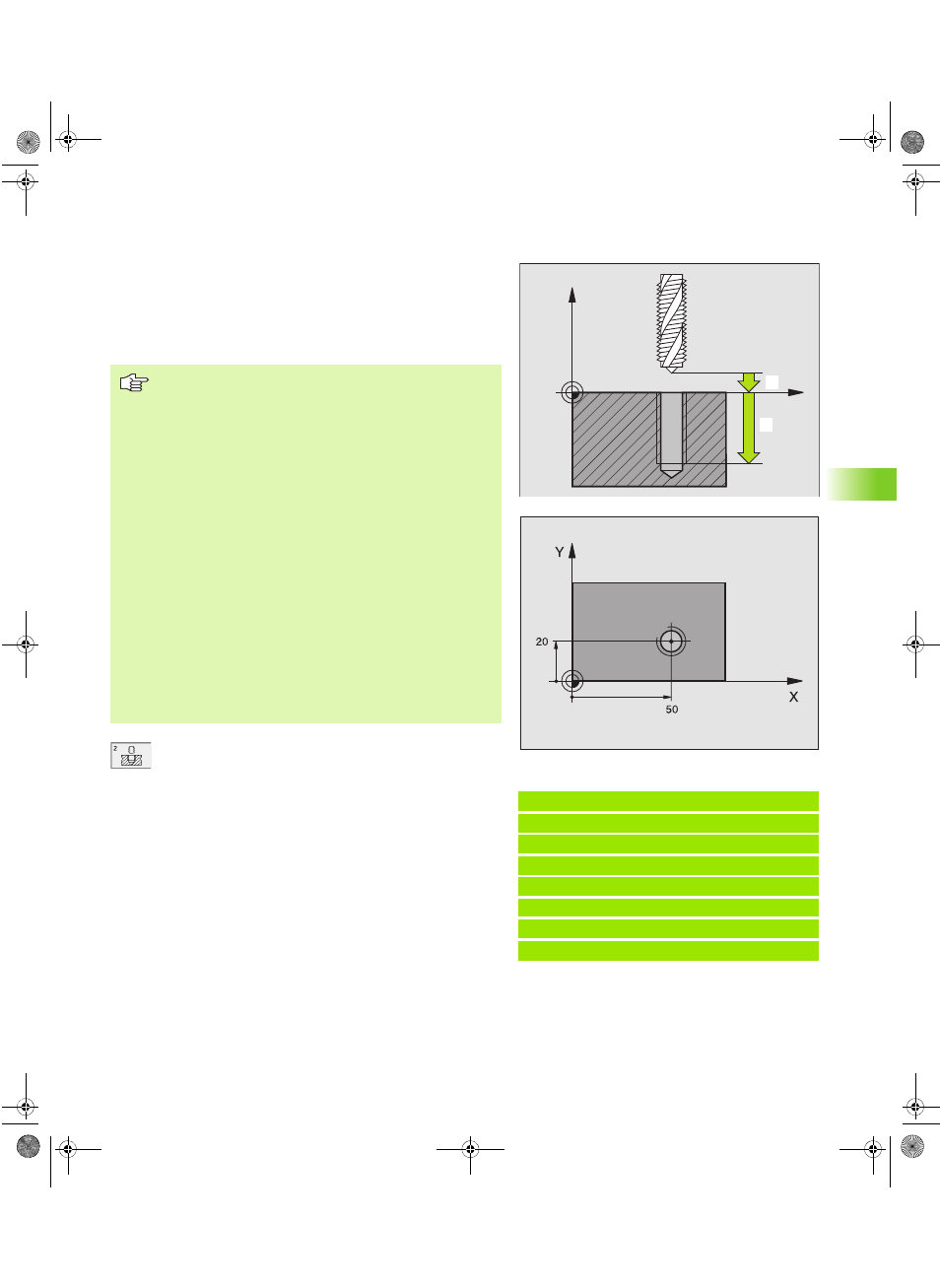
GWINTOWANIE z uchwytem wyrównawczym
(Cykl 2)
1
Narz dzie dojeżdża jednym chodem roboczym na gł bokość
wiercenia
2
Nast pnie zostaje odwrócony kierunek obrotów wrzeciona i
narz dzie po przerwie czasowej zostaje odsuni te na pozycj startu
3
W pozycji startu kierunek obrotu wrzeciona zostaje ponownie
odwrócony
8
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia (pozycja startu) –
powierzchnia obrabianego przedmiotu; wartość
orientacyjna: 4x skok gwintu
8
Gł bokość wiercenia
2
(długość gwintu,
przyrostowo): Odst p powierzchnia obrabianego
przedmiotu – dno gwintu
8
Przerwa czasowa w sekundach: Wprowadzić
wartość pomi dzy 0 i 0,5 sekundy, aby nie dopuścić
do zaklinowania si narz dzia przy powrocie
8
Posuw F: Pr dkość przemieszczenia narz dzia przy
gwintowaniu
Ustalenie posuwu: F= S x p
Przykład: NC bloki
24 L Z+100 R0 FMAX
25 CYKL DEF 2.0 GWINTOWANIE
26 CYKL DEF 2.1 ODST 3
27 CYCL DEF 2.2 GŁ BOKOŚĆ 20
28 CYKL DEF 2.3 PRZER. CZAS. 0.4
29 CYKL DEF 2.4 F100
30 L X+50 Y+20 FMAX M3
31 L Z+3 FMAX M99
X
Z
11
1
2
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia R0.
Zaprogramować blok pozycjonowania w punkcie startu na
osi wrzeciona (odst p bezpieczeństwa nad powierzchni
obrabianego przedmiotu).
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
Narz dzie musi być zamocowane w uchwycie
wyrównawczym długości. Uchwyt wyrównawczy długości
kompensuje wartości tolerancji posuwu i liczby obrotów w
czasie obróbki.
W czasie kiedy cykl zostaje odpracowywany, gałka
obrotowa dla liczby obrotów Override nie działa. Gałka
obrotowa dla posuwu Override jest tylko cz ściowo
aktywna (wyznaczona przez producenta, prosz
uwzgl dnić podr cznik obsługi maszyny).
Dla prawoskr tnych gwintów uaktywnić wrzeciono przy
pomocy M3, dla lewoskr tnych gwintów przy pomocy M4.
F: Posuw mm/min)
S: Pr dkość obrotowa wrzeciona (obr/min)
p: Skok gwintu (mm)
BHB430.BOOK Seite 231 Dienstag, 27. Juni 2006 1:29 13