Frezowanie gwintu (cykl 262) – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 269
242
8 Programowanie: Cykle
8.3 Cykle dla wier
cenia, gwin
towania i fr
ezowania gwintów
FREZOWANIE GWINTU (cykl 262)
1
TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2
Narz dzie przemieszcza si z zaprogramowanym posuwem
pozycjonowania wst pnego na płaszczyzn startu, która wynika
ze znaku liczby skoku gwintu, rodzaju frezowania i liczby
powtórzeń do wykonania
3
Nast pnie narz dzie przemieszcza si stycznie ruchem Helix do
nominalnej średnicy gwintu. Przy tym zostaje przeprowadzone
jeszcze przed przemieszczeniem dosuwu po linii śrubowej (Helix)
przemieszczenie wyrównawcze w osi narz dzia, aby rozpocz ć z
torem gwintu na zaprogramowanym poziomie startu
4
W zależności od parametru Wznowienie (pracy) narz dzie frezuje
gwint jednym, kilkoma z przesuni ciami lub ruchem ci głym po
linii śrubowej
5
Po tym narz dzie odjeżdża stycznie od konturu do punktu startu
na płaszczyźnie obróbki
6
Przy końcu cyklu TNC przemieszcza narz dzia na biegu szybkim
na Bezpieczn wysokość lub – jeśli wprowadzono – na 2 g
Bezpieczna wysokość
8
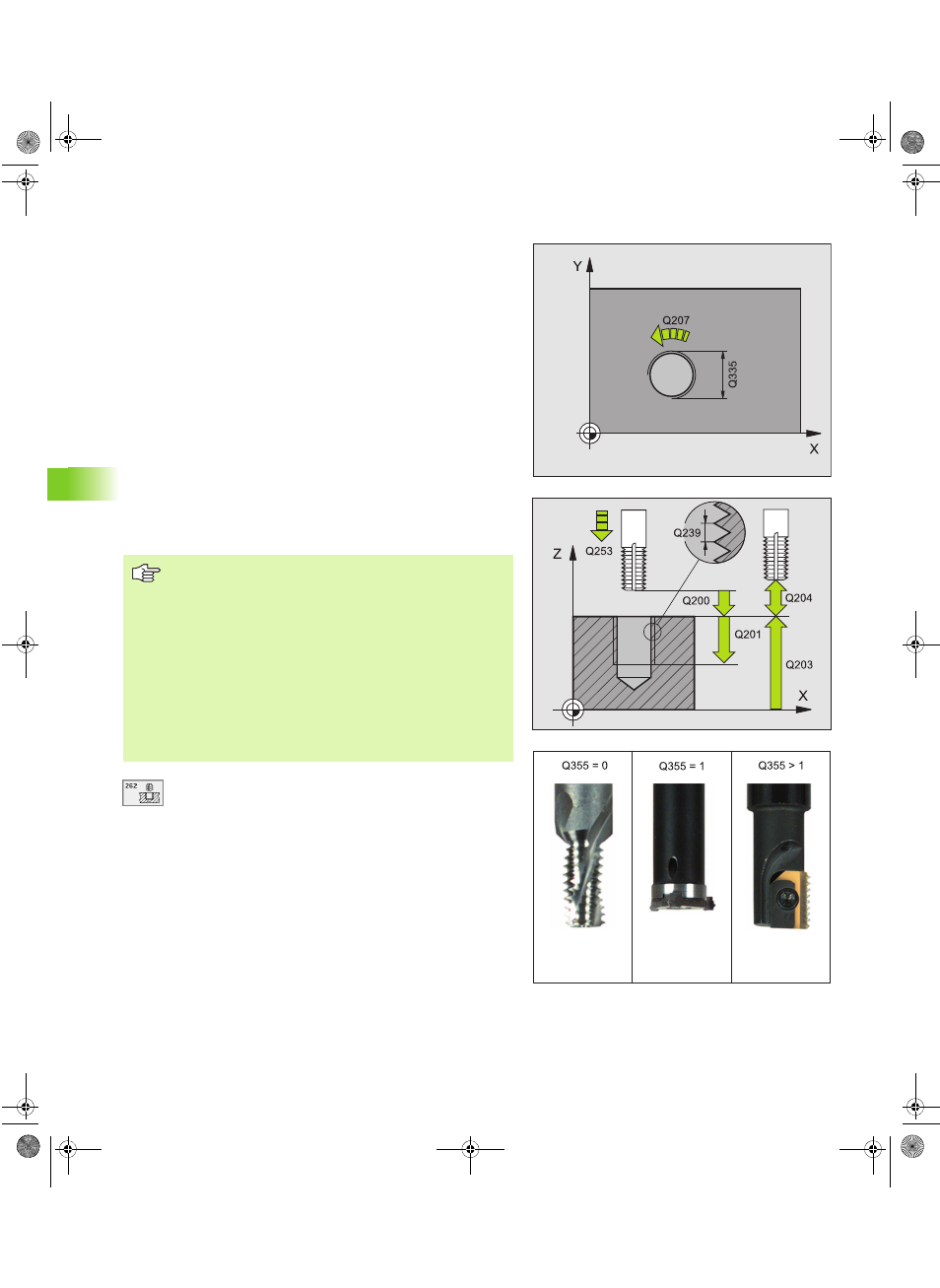
Zadana średnica Q335: Nominalna średnica gwintu
8
Skok gwintu Q239: Skok gwintu. Znak liczby określa
gwint prawo i lewoskr tny:
+ = gwint prawoskr tny
– = gwint lewoskr tny
8
Gł bokość gwintu Q201(przyrostowo): Odst p
pomi dzy powierzchni obrabianego przedmiotu i
dnem gwintu
8
Dodatkowa obróbka Q355: Liczba zwojów gwintu,
o któr narz dzie zostaje przesuni te, patrz rysunek
po prawej stronie u dołu
0 = 360° linia śrubowa na gł bokość gwintu
1 = ci gła linia śrubow na całej długości gwintu
>1 = kilka torów Helix z dosuwami i odsuni ciami
narz dzia, pomi dzy nimi TNC przesuwa narz dzie o
wartość Q355 razy skok
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia R0.
Znak liczby parametru cyklu Gł bokość gwintu określa
kierunek pracy (obróbki). Jeśli zaprogramujemy
Gł bokość gwintu = 0, to TNC nie wykonuje tego cyklu.
Przemieszczenie dosuwu na nominaln średnic gwintu
nast puje na półkolu od środka. Jeśli średnica narz dzia
jest 4 krotny skokmniejsza niż nominalna średnica
gwintu to zostaje przeprowadzone boczne
pozycjonowaniewst pne.
BHB430.BOOK Seite 242 Dienstag, 27. Juni 2006 1:29 13