3 dosunicie narzdzia do konturu i odsunicie – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 166
HEIDENHAIN TNC 426, TNC 430
139
6.3 Dosunicie narzdzia do konturu i odsunicie
8
Otworzyć dialog przy pomocy klawisza APPR/DEP i Softkey APPR LT:
8
Współrz dne pierwszego punktu konturu P
A
8
Promień R toru kołowego. R wprowadzić o wartości
dodatniej
8
Korekcja promienia RR/RL dla obróbki
NC bloki przykładowe
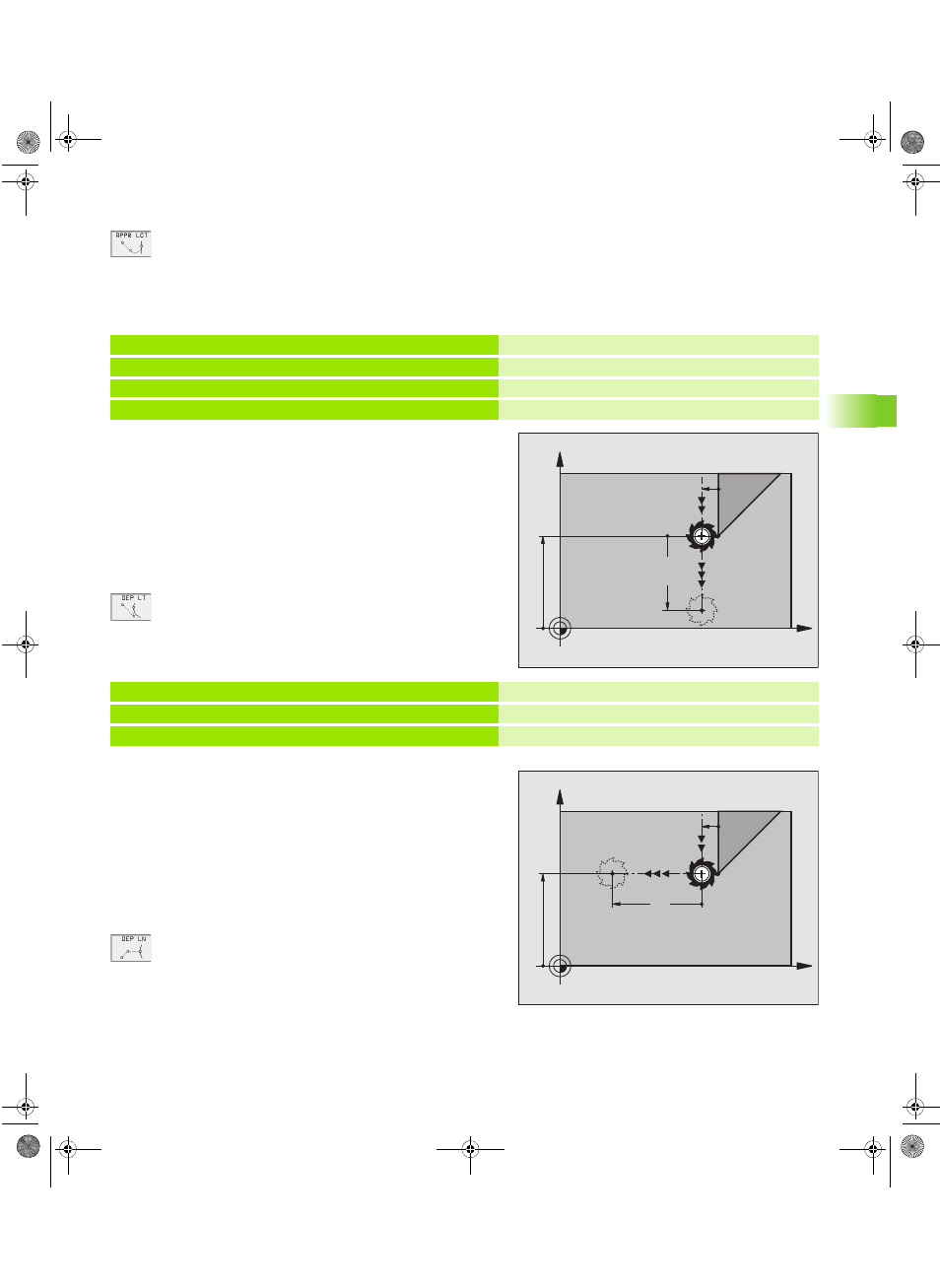
Odsuw narz dzia po prostej z przyleganiem
stycznym: DEP LT
TNC przemieszcza narz dzie po prostej od ostatniego punktu
konturu P
E
do punktu końcowego P
N
. Prosta leży na przedłużeniu
ostatniego elementu konturu. P
N
znajduje si w odst pie LEN od P
E
.
8
Zaprogramować ostatni element konturu z punktem końcowym P
E
i korekcj promienia
8
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LT:
8
LEN: Wprowadzić odległość punktu końcowego P
N
od ostatniego elementu konturu P
E
NC bloki przykładowe
Odsun ć narz dzie po prostej prostopadle do
pierwszego punktu konturu: DEP LN
TNC przemieszcza narz dzie po prostej od ostatniego punktu
konturu P
E
do punktu końcowego P
N
. Prosta prowadzi prostopadle
od ostatniego punktu konturu P
E
. P
N
znajduje si od P
E
w odst pie
LEN + promień narz dzia.
8
Zaprogramować ostatni element konturu z punktem końcowym P
E
i korekcj promienia
8
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LN:
8
LEN: Odst p punktu końcowego P
N
wprowadzić
ważne: LEN z wartości dodatni !
7 L X+40 Y+10 RO FMAX M3
P
S
najechać bez korekcji promienia
8 APPR LCT X+10 Y+20 Z 10 R10 RR F100
P
A
z korekcj promienia RR, promień R=10
9 L X+20 Y+35
Punkt końcowy pierwszego elementu konturu
10 L ...
Nast pny element konturu
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcj promienia
24 DEP LT LEN12,5 F100
O LEN=12,5 mm odsun ć
25 L Z+100 FMAX M2
Z przesun ć swobodnie, odskok, koniec programu
X
Y
20
P
E
RR
P
N
R0
RR
20
BHB430.BOOK Seite 139 Dienstag, 27. Juni 2006 1:29 13