HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 118
HEIDENHAIN TNC 426, TNC 430
91
4.13 Praca z paletami przy zori
entowanej na narzdzia obróbce
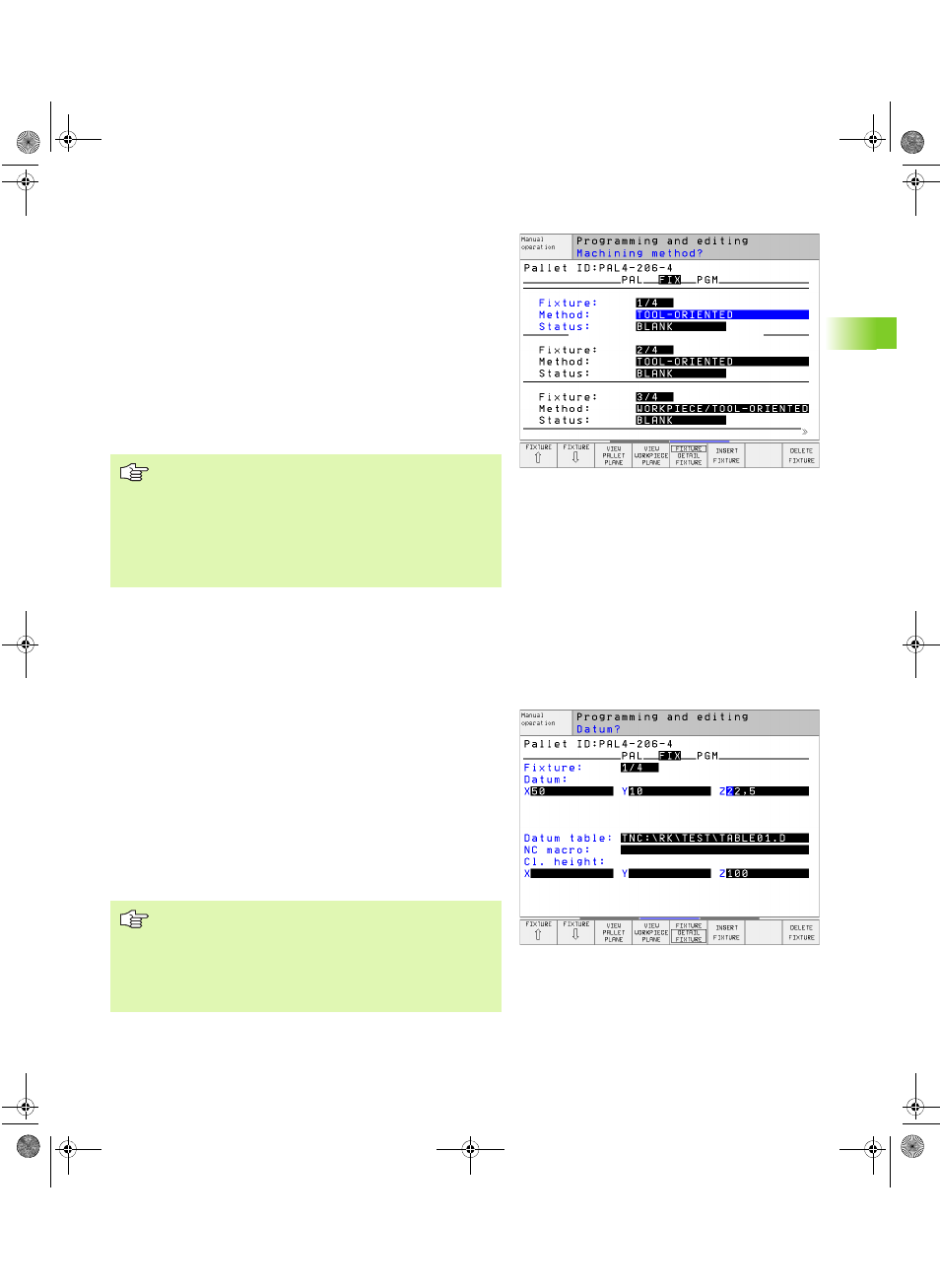
Nastawić poziom zamocowania
Zamocowanie: zostaje ukazany numer zamocowania, po kresce
ukośnej zostaje wyświetlona liczba zamocowań na danym
poziomie
Metoda: można wybierać metody obróbki WORKPIECE
ORIENTED lub TOOL ORIENTED. Dokonany wybór zostaej przej ty
do przynależnego poziomu przedmiotu i nadpisuje ewentualnie
istniej ce zapisy. W widoku na tabele pojawia si metoda
WORKPIECE ORIENTED z WPO i TOOL ORIENTED z TO.
Przy pomocy Softkey ŁACZYC/ROZDZIELIC oznaczamy
zamocowania, które s uwzgl dniane przy zorientowanej na
narz dzie obróbce w oblczeniach dla operacji obróbkowej.
Poł czone zamocowania zostaj oznaczone poprzez przerywan
kresk rozdzielaj c , rozdzielone zamocowania poprzez lini
ci gł . W widoku na tabele zostaj poł czone przedmioty w
szpalcie METODA z CTO oznaczone.
Status: Z Softkey POLWYROB zamocowanie wraz z
przynależnymi przedmiotami zostaje oznaczone jako jeszcze nie
obrobione i w polu status jako BLANK zapisane. Prosz używać
Softkey WOLNE MIEJSCE, jeśli chcemy pomin ć palet przy
obróbce, w polu statusu pojawia si EMPTY
Nastawienie szczegółów na poziomie palet
Zamocowanie: Zostaje ukazany numer zamocowania, po kresce
ukośnej zostaje wyświetlona liczba zamocowań na danym
poziomie
Punkt zerowy: Wprowadzić punkt zerowy dla zamocowania
NP tabela: Prosz wpisać nazw i ścieżk tabeli punktów
zerowych (NP tabela), obowi zuj ce dla obróbki przedmiotu. Ta
informacja zostaje przej ta do poziomu obrabianego przedmiotu.
NC Makro: Przy obróbce zorientowanej na narz dzie makros
TCTOOLMODE zostaje wykonane zamiast normalnego makrosa
zmiany narz dzia.
Bezp. wysokość: (opcjonalnie): Bezpieczna pozycja dla
pojedyńczych osi w odniesieniu do zamocowania.
Zapis TO /WP ORIENTATE nie może zostać nastawiony
poprzez Softkey, pojawia si on tylko, jeśli na poziomie
przedmiotu zostały nastawione rozmaite metody obróbki
dla przedmiotów.
Jeśli metoda obróbki zostanie nastawiona na poziomie
zamocowania, to zapisy zostaj przej te na poziom
obrabianych przedmiotów i ewentualnie istniej ce
zostaj przepisane.
Dla osi można podawać opcje bezpieczeństwa, które
mog zostać odczytane w NC makro przy pomocy
SYSREAD FN18 ID510 NR 6. Przy pomocy SYSREAD
FN18 ID510 NR 5 można ustalić, czy w tej szpalcie
została zaprogramowana wartość. Podane pozycje
zostan najechane, jeśli w NC makrosach te wartości
zostan odczytane i odpowiednio zaprogramowane.
BHB430.BOOK Seite 91 Dienstag, 27. Juni 2006 1:29 13