Przesuni cie punktu zerowego (cykl 7), 8 cykle dla przeliczania współrzdnych – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 353
326
8 Programowanie: Cykle
8.8 Cykle dla przeliczania współrzdnych
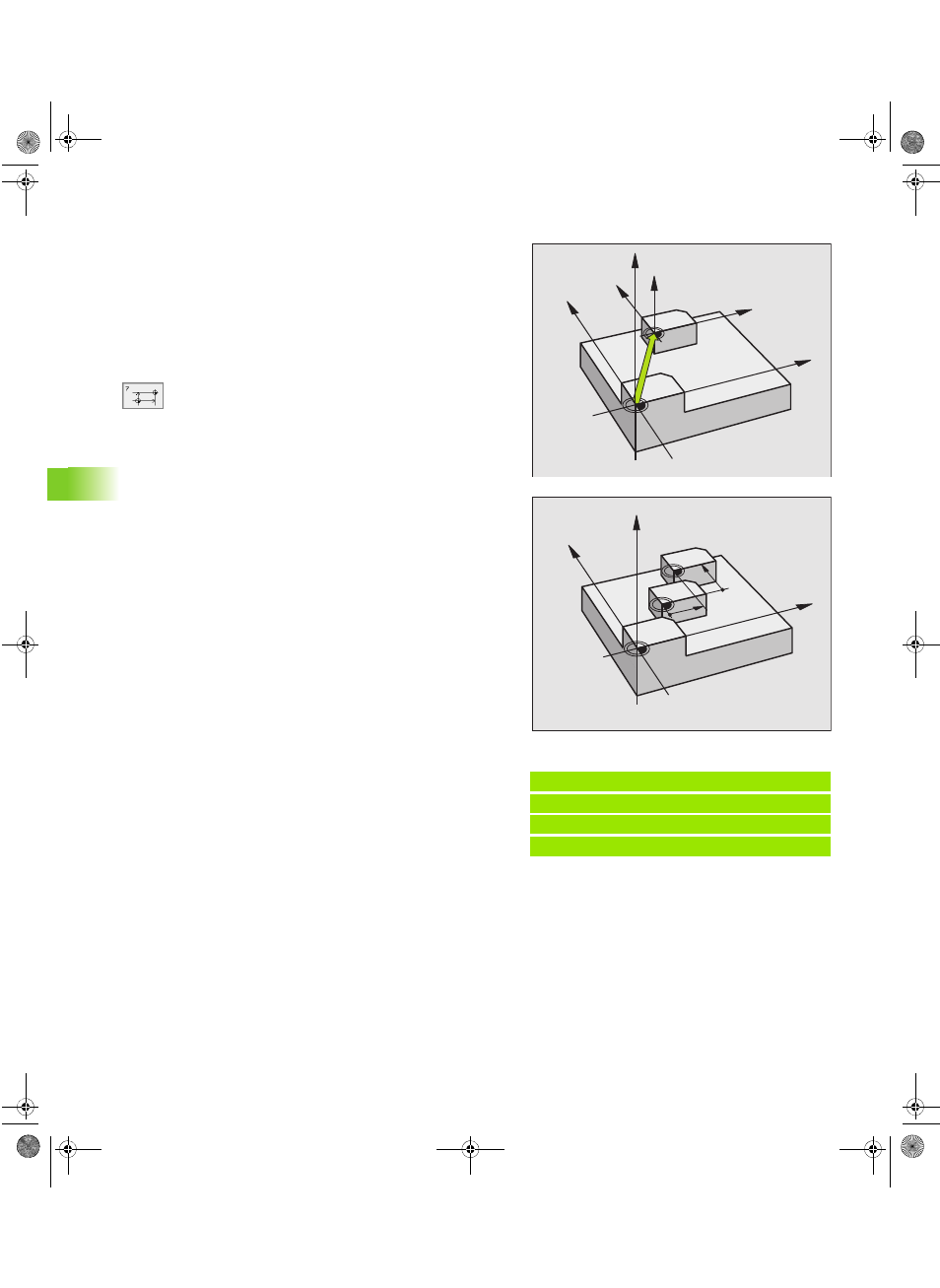
Przesuni cie PUNKTU ZEROWEGO (cykl 7)
Przy pomocy PRZESUNI CIA PUNKTU ZEROWEGO można
powtarzać przejścia obróbkowe w dowolnych miejscach przedmiotu.
Działanie
Po zdefiniowaniu cyklu PRZESUNI CIE PUNKTU ZEROWEGO
wszystkie wprowadzane dane o współrz dnych odnosz si do
nowego punktu zerowego. Przesuni cie w każdej osi TNC wyświetla
w dodatkowym wskazaniu stanu obróbki. Wprowadzenie osi obrotu
jest tu także dozwolone.
8
Przesuni cie: Wprowadzić współrz dne nowego
punktu zerowego; wartości bezwzgl dne odnosz
si do punktu zerowego obrabianego przedmiotu,
który jest określony poprzez wyznaczenie punktu
odniesienia; wartości przyrostowe odnosz si
zawsze do ostatniego obowi zuj cego punktu
zerowego – a ten może być już przesuni tym
Wycofanie
Przesuni cie punktu zerowego ze współrz dnymi X=0, Y=0 i Z=0
anuluje przesuni cie punktu zerowego.
Grafika
Jeśli po przesuni ciu punktu zerowego programuje si nowy BLK
FORM, to można przez parametr maszynowy 7310 decydować, czy
BLK FORM ma odnosić si do nowego czy do starego punktu
zerowego. Przy obróbce kilku cz ści TNC może w ten sposób
przedstawić graficznie każd pojedyńcz cz ść.
Wyświetlacze stanu
Duży wyświetlacz położenia odnosi si do aktywnego
(przesuni tego) punktu zerowego
Wszystkie wyświetlane w dodatkowym wyświetlaczu współrz dne
(pozycje, punkty zerowe) odnosz si do wyznaczonego
manualnie punktu odniesienia
Przykład: NC bloki
13 CYKL DEF 7.0 PUNKT ZEROWY
14 CYKL DEF 7.1 X+60
16 CYKL DEF 7.3 Z 5
15 CYKL DEF 7.2 Y+40
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY
BHB430.BOOK Seite 326 Dienstag, 27. Juni 2006 1:29 13