8 cykle dla przeliczania współrzdnych, Przykład: cykle przeliczania współrz dnych – HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 368
HEIDENHAIN TNC 426, TNC 430
341
8.8 Cykle dla przeliczania współrzdnych
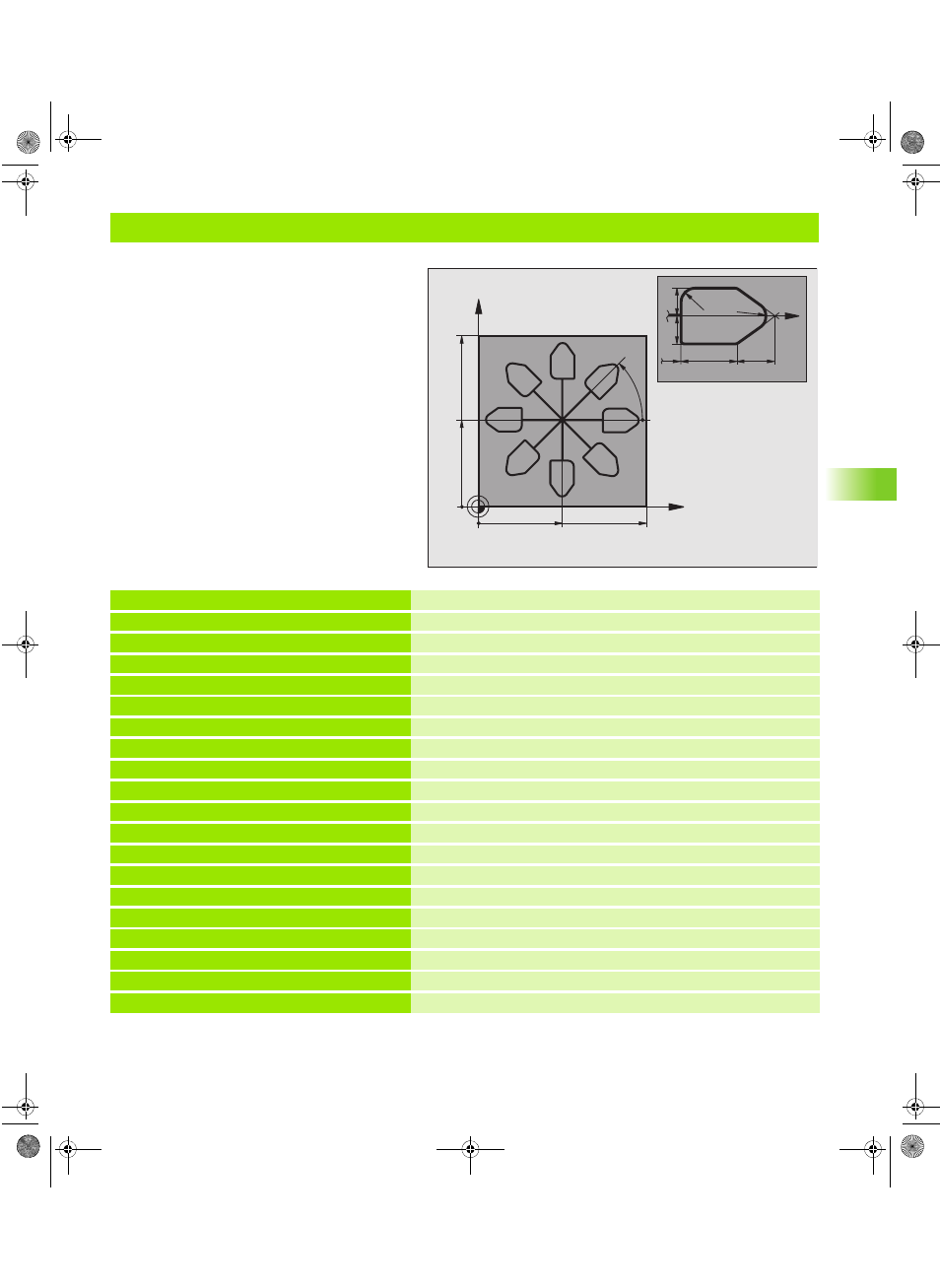
Przykład: Cykle przeliczania współrz dnych
Przebieg programu
Przeliczenia współrz dnych w programie
głównym
Obróbka w podprogramie, patrz
„Podprogramy”, strona 349
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
Definicja cz ści nieobrobionej
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
Definicja narz dzia
4 TOOL CALL 1 Z S4500
Wywołanie narz dzia
5 L Z+250 R0 F MAX
Przemieścić narz dzie poza materiałem
6 CYKL DEF 7.0 PUNKT ZEROWY
Przesuni cie punktu zerowego do centrum
7 CYKL DEF 7.1 X+65
8 CYKL DEF 7.2 Y+65
9 CALL LBL 1
Wywołać obróbk frezowaniem
10 LBL 10
Postawić znacznik dla powtórzenia cz ści programu
11 CYKL DEF 10.0 OBRÓT
Obrót o 45° przyrostowo
12 CYKL DEF 10.1 IOBR+45
13 CALL LBL 1
Wywołać obróbk frezowaniem
14 CALL LBL 10 REP 6/6
Odskok do LBL 10; ł cznie sześć razy
15 CYKL DEF 10.0 OBRÓT
Wycofać obrót
16 CYKL DEF 10.1 OBR+0
17 CYKL DEF 7.0 PUNKT ZEROWY
Wycofać przesuni cie punktu zerowego
18 CYKL DEF 7.1 X+0
19 CYKL DEF 7.2 Y+0
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
BHB430.BOOK Seite 341 Dienstag, 27. Juni 2006 1:29 13