HEIDENHAIN TNC 426 (280 476) Instrukcja Obsługi
Strona 209
182
7 Programowanie: Funkcje dodatkowe
7.3
Funkcje do
da
tkowe dla
poda
nia danych o współrzdnych
7.3 Funkcje dodatkowe dla
podania danych o
współrz dnych
Programowanie współrz dnych zwi zanych z
obrabiark : M91/M92
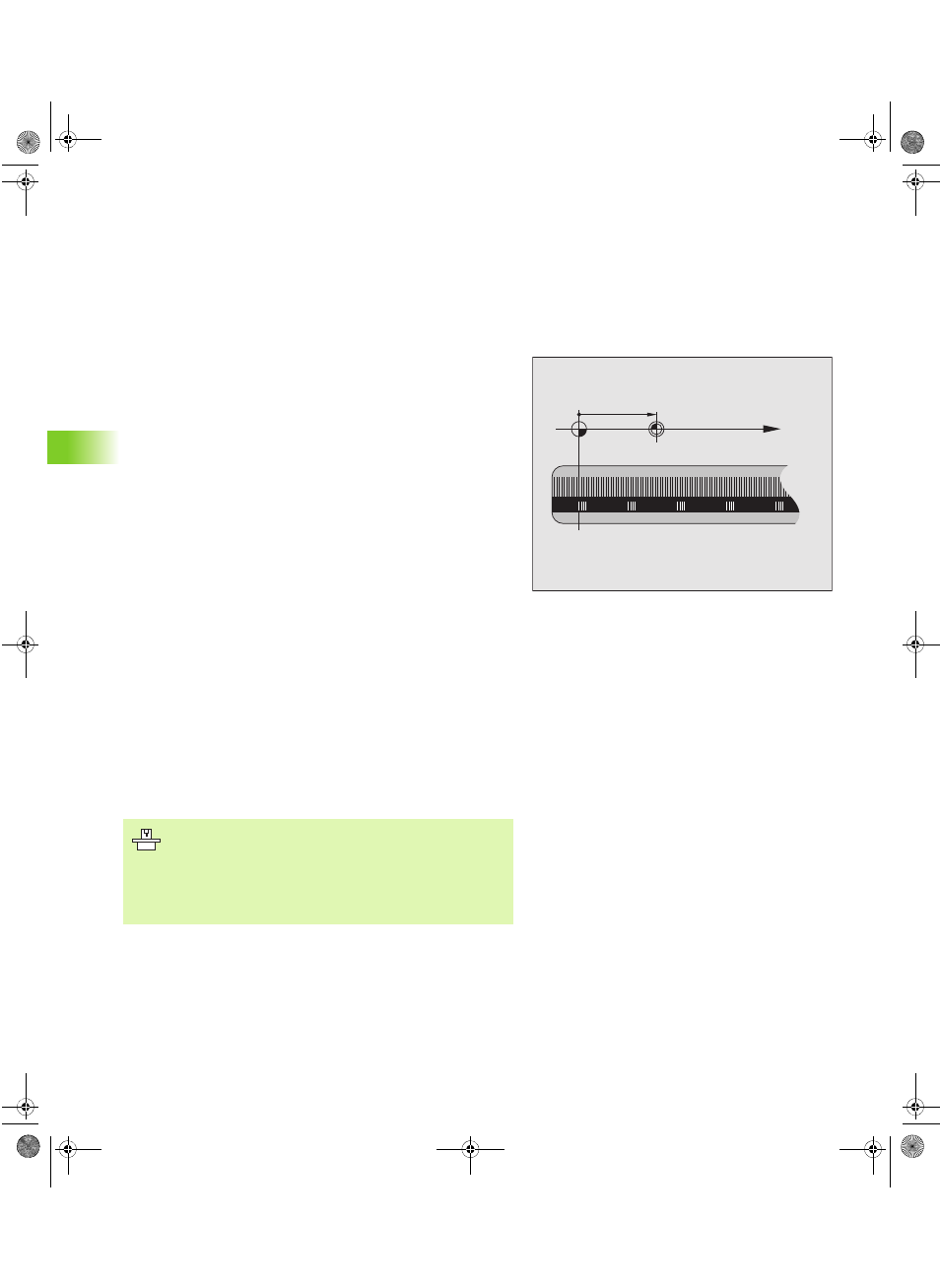
Punkt zerowy podziałki
Na podziałce określa marka wzorcowa położenie punktu zerowego
podziałki.
Punkt zerowy maszyny
Punkt zerowy jest potrzebny, aby
wyznaczyć ograniczenie obszaru przemieszczania si narz dzia
(wył cznik krańcowy programu)
najechać stałe pozycje maszyny (np. pozycj zmiany narz dzia)
wyznaczyć punkt odniesienia obrabianego przedmiotu
Producent maszyn wprowadza dla każdej osi odst p punktu
zerowego maszyny od punktu zerowego podziałki wymiarowej do
parametru maszyny.
Post powanie standardowe
TNC odnosi współrz dne do punktu zerowego obrabianego
przedmiotu patrz „Punkt odniesienia wyznaczyć (bez 3D sondy
impulsowej)”, strona 23.
Zachowanie z M91 – punkt zerowy maszyny
Jeśli współrz dne w zapisach pozycjonowania powinny odnosić si
do punktu zerowego maszyny, to prosz wprowadzić w tych zapisach
M91.
TNC pokazuje wartości współrz dnych w odniesieniu do punktu
zerowego maszyny. W wyświetlaczu stanu prosz przeł czyć
wyświetlacz współrz dnych na REF, patrz „Wyświetlacze stanu”,
strona 9.
Post powanie z M92 – punkt odniesienia maszyny
X (Z,Y)
X
MP
Oprócz punktu zerowego maszyny może jej producent
wyznaczyć jeszcze jedn stał pozycj maszyny (punkt
odniesienia maszyny).
Producent maszyny wyznacza dla każdej osi odst p
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podr cznik obsługi maszyny).
BHB430.BOOK Seite 182 Dienstag, 27. Juni 2006 1:29 13